Сварка нержавейки электродами
Содержание:
- Принцип работы
- Способы сварки
- Нюансы для начинающих в сварке
- Выбор полярности
- Особенности выполнения сварочных работ
- Плюсы и минусы инверторной аппаратуры
- Как правильно сваривать металл?
- Советы начинающему сварщику
- Конструкция
- Частые ошибки новичков
- Особенности использования ручной дуговой сварки
- Как происходит сваривание металла
Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление
В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом)
Важно не допустить на кромках наличие жира и лакокрасочных материалов
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
https://youtube.com/watch?v=SRLRSxWUJxc
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
-
Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. -
Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. -
Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
-
Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. -
Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. -
Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. -
Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Под действием дуги атомно-водородного вида сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом соединяются обратно. В результате такого процесса выделяется большое количество теплоты. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания
Нюансы для начинающих в сварке
Есть несколько нюансов, которые могут пригодиться любому желающему научиться варить правильно:
Не забывать о заземлении и о важности регулярной проверки качества контакта зажима и заготовки.
Регулярно проверять изоляцию кабеля.
Сила тока выбирается сразу после подключения массы.
Перед поджигом дуги следует установить электрод под углом примерно 60 градусов к плоскости детали, а расстояние между его концом и деталью — около 0,5 см.
Положения электрода при сварке
Осваивая все более сложные виды швов и конфигурации соединений, домашний мастер сможет научиться варить правильно и снабдит свое домохозяйство всеми необходимыми в нем сварными конструкциями.
Выбор полярности
Не секрет, что процесс плавления металла происходит из-за высокой температуры электрической дуги, возникающей между свариваемым материалом и электродом. При этом кабель с держателем для электрода и кабель массы (с прищепкой) подсоединены к разным клеммам аппарата. Чтобы правильно подключить кабеля, необходимо понимать, в каких случаях они меняются местами.
При сварке инвертором или любым другим сварочным агрегатом используется прямая и обратная полярность подключения кабелей к аппарату. Прямой полярностью принято называть подключение, когда кабель с электродом подсоединяется к минусу, а свариваемый металл – к плюсу.
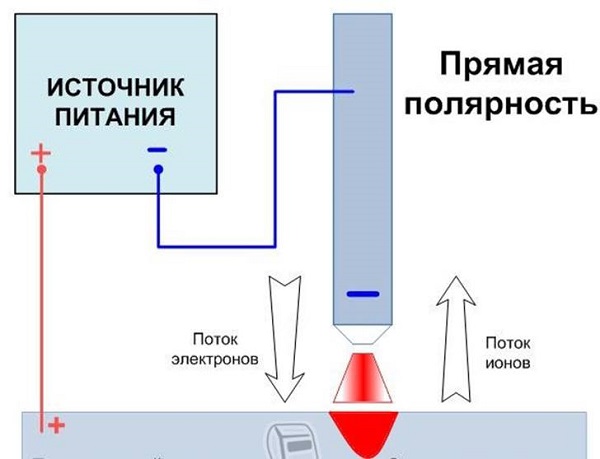
Такой способ подключения позволяет металлу хорошо прогреваться, отчего шов получается глубоким и качественным. Метод прямой полярности используют при варке толстых металлических изделий.
Обратная полярность подразумевает подключение электродного кабеля к плюсу, а кабеля массы – к минусу.

При таком подключении металл прогревается меньше, а шов поучается более широким. Обратную полярность принято использовать при варке тонких металлических изделий, чтобы исключить сквозной прожиг детали.
Особенности выполнения сварочных работ
Первое что необходимо сделать начинающему сварщику, это понять сам принцип соединения конструкции, а дальше лишь дело за точным выполнением всех инструкций.
Вначале необходимо зажечь электродугу между кончиком электрода и поверхностью детали. Для этого сварщик наносит электродом точечные или чиркающие движения по детали. После нескольких касаний происходит вспышка, которая свидетельствует о том, что дуга зажглась
В зоне такого действия металл мгновенно начинает плавиться, поэтому важно отработать движение и делать всё максимально быстро
Выполняя электродуговую сварку, многие специалисты сталкиваются с тем, что электрод просто начинает липнуть к поверхности металла. Такая проблема возникает, если мастер, используя чрезмерную силу, прижимает электрод. Вся работа должна проходить легко и плавно. Чтобы сваривать детали между собой требуется минимальное касание электрода с их поверхностью.
В процессе важно следить, чтобы длина дуги соответствовала диаметру электрода. То есть максимально ровно держать и проплавлять металлические изделия, формируя качественный сварной шов, но это не единственное требование
На качество шва оказывает влияние ещё и правильный выбор полярности при подключении кабеля массы и инвертора. Выбрать правильно полярность получается, только если точно значь марку стали соединяемых заготовок. Если таких данных нет, тогда лучше воспользоваться прямой полярностью, которая подходит к большинству марок стали. Обратная полярность соединяет лишь редкие сплавы, толстолистные конструкции и низкоуглеродные изделия.
Конструкция сварочного оборудования включает большой спектр инновационных технологий, которые плавно и эффективно регулируют ток в процессе работы. Это значительно упрощает работу, делает её комфортной для начинающих сварщиков, но почему иногда всё-таки не удаётся добиться ровного и качественного шва. Всему виной движение электродов или неправильная ручная настройка тока.
При использовании низкого тока, швы получаются узкими и выпуклыми, что мешает хорошей стыковке деталей. Установка высокого тока разбрызгивает металл на поверхности и тем самым появляются прожиги, которые портят внешний вид изделия. Тонкий и немного приплюснутый шов — это показатель быстрого продвижения электрода. Толстый и расплывчатый шов — это свидетельство долгого продвижения электрода. Правильный шов получается при правильном выборе тока, нормальной и стабильной скорости работы.
Любой человек, используя общие советы и правила, может понять, как правильно варить сваркой. В этом нет ничего сложного, если соблюдать технологию и правильно подготовить оборудование, площадку и спецодежду перед началом соединения металлических изделий. Главное постоянно соблюдать технику безопасности, а опыт приложится с практикой.
Плюсы и минусы инверторной аппаратуры
Среди всех существующих методик техника сварки инвертором для начинающих считается самой удобной и доступной. При желании всего за один день можно научиться как варить инверторным сварочным аппаратом в бытовых условиях.
Преимущества такого типа оборудования неоспоримы:
- Доступность. Стоимость аппаратуры невысокая и практически в каждом специализированном магазине предложен обширный выбор моделей.
- Мобильность. Благодаря небольшому весу (всего 3-10 кг) оборудование без сторонней помощи можно переносить с одного места в другое.
- Универсальность. Правила сварки инвертором разрешают использовать электроды для постоянного и переменного тока, что огромное значение имеет в случаях сваривания цветного металла, чугуна и других сплавов.
- Удобность. Аппарат позволяет регулировать в большом диапазоне силу тока, за счет чего становится возможной аргонодуговая сварка неплавящимися вольфрамовыми электродами.
- Многофункциональность. В большинстве моделей схема управления дает возможность осуществлять разные функции, облегчающие процесс сваривания деталей.
Говоря о плюсах нельзя упомянуть также об экономичности устройств в плане потребления электроэнергии, а также легкости обучения, позволяющем узнать секреты сварки инвертором в сжатое время.
Наряду с преимущественными свойствами инверторов им характерны также некоторые отрицательные моменты, которые необходимо изучить перед тем как варить сварочным инвертором:
- в сравнении с обычным трансформатором примерно в 2-3 раза больше составляет цена сварочного инвертора. Обусловлено это высшей сложностью и эффективностью оборудования;
- поскольку в схеме устройства используются полупроводниковые детали, то аппаратуре свойственна повышенная чувствительность к пыли и в течение сезона необходимо как минимум 2-3 раза проводить чистку;
- некоторые модели не способны полноценно работать при минусовых температурах, что ограничивает сферу их применения.
Но если сравнить минусы с множественными положительными качествами, но они кажутся не существенными и полностью компенсируются легкостью обучения сварному мастерству, удобности в применении и возможности создавать прочные неразъемные соединения.
Как правильно сваривать металл?
Как правильно варить детали электросваркой? Следует учитывать, что металл при сварке нагревается и расширяется. Это приводит к его деформациям. Для предотвращения их заготовки надежно закрепляют в оснастке. Кроме того, по линии шва через каждые 10-15 см накладывают короткие участки- «прихватки».
Порядок размещения прихваток.
Далее следует заварить шов, соединяя прихваченные участки.
Различают следующие основные сварочные положения:
- нижнее, деталь находится в горизонтальном положении, с него обычно начинают обучение;
- вертикальное;
- потолочное.
Работа в вертикальном и потолочном положениях осложняется вытеканием расплава под действием силы тяжести.
Подготовка
Как быстро научиться варить сваркой? Для получения прочного и долговечного соединения необходимо провести подготовку поверхности деталей. Ее требуется очистить от механических загрязнений, пыли, стружки, следов коррозии. При этом разрушается препятствующий качественной сварке слой окислов. Далее поверхность детали необходимо обезжирить, протерев растворителем. Для зачистки используют проволочную щетку или болгарку.
Подключение
До того, как начать варить сварочным аппаратом, следует подключить его к электросети.
Инвертор бытового класса мощностью в несколько киловатт работает от однофазной сети 220 вольт. Его достаточно просто включить в розетку, обеспечивающую достаточную мощность. При использовании удлинителя сечение проводов должно быть не менее 2, 5 мм2.
Место присоединения к заготовке массового провода должно быть зачищено и обезжирено так же, как и зона шва.
Рабочий ток для начала обучения при диаметре электрода в 3 мм следует выбрать около 70 А. Меньшие значения понизят стабильность дуги, большие — приведут к перегреву и прожогу металла.
Поджигание
Разжечь дугу можно одним из двух способов. Первый из них, «чиркание», напоминает движение спички по коробку. Второй способ, «постукивание», заключается в быстром подведении кончика стержня к заготовке до легкого касания и более медленного отведения.
Если электродугу не удается разжечь, следует проверить контакт массового провода и прочность присоединения зажима. Помогает также очищение пассатижами кончика стержня от шлака. Если электрод часто «залипает», следует попробовать немного увеличить значение рабочего тока.
Процесс
При сварке линию соединения ведут в различных направлениях, как от себя, так и на себя, слева направо и справа налево. Выбор направления определяется взаимным положением заготовок. Руке должно быть удобно вести держатель.
После розжига электродуги держатель ведут плавно, с постоянной скоростью, под углом в 30-60о к вертикали. Зазор между электродом и заготовкой нужно поддерживать в пределах 2-3 мм.
Во время процесса необходимо контролировать следующие моменты:
- постоянная скорость ведения;
- заданное расстояние до заготовки;
- коррекция скорости в зависимости от состояния сварочной ванны;
- соблюдение выбранной траектории.
Чтобы было легче выдерживать линию соединения, ее размечают мелом.
После завершения шва нужно удалить шлаковый слой с его поверхности. Для этого можно воспользоваться молотком или шлифмашиной.
Советы начинающему сварщику
Не пренебрегайте средствами защиты, особенно защитой глаз. Даже мимолетный взгляд на сварку может вызвать ожоги сетчатки, а более продолжительное действие неминуемо вызовет ухудшение или даже потерю зрения.
При первых попытках сварить различные соединения у вас будет получаться много ошибок
Перед тем, как приступать к чистовым работам, советуем несколько дней потренироваться в различных видах соединений.
Начать работать со сваркой, может даже ребенок, но ровное и надежное сварное соединение – результат тренировок и тщательного подхода к делу.
Не забывайте оббивать шлак, после сваривания иначе вы стимулируете коррозионные процессы.
Не знаете, почему прилипает электрод? Обратите внимание на настройки силы тока, а также на сухость электродов.
Электроды для инвертора нужно ранить в сухом помещении. Сырые электроды можно просушить в духовом шкафу.
Перед включением/выключением проверяйте положение провода иначе можно вызвать короткое замыкание.
Инструкция по эксплуатации сварочного инвертора содержит сведения о рабочем цикле
Это оптимальная длительность непрерывной работы механизма, после которой работающий аппарат начнет перегреваться. Рабочий цикл нужно чередовать с перерывами.
Надеемся, что данный материал полностью ответил на интересующие вас вопросы и вы без труда сможете подключить сварочный инвертор, для вас стала доступна техника сварки инвертором. Используя это руководство, постепенно вы начнете улучшать свои навыки, сможете без проблем сваривать металл инвертором. После небольшой практики можно самостоятельно заменить забор, сварить арку под виноград и ряд других сварных работ. Удачи
Конструкция
Конструкция инвертора для сварки достаточно сложная, это объясняется его широкими возможностями и удобством эксплуатации. Аппарат состоит из:
- корпус;
- панель управления с регулятором силы тока, индикаторами режимов и параметров;
- шасси;
- ручка для переноски, компактные модели снабжаются ремнем для переноски на плече;
- электронная схема инверторного преобразователя напряжения;
- вентилятор для охлаждения;
- сетевой кабель;
- сварочные провода.
Бытовые модели весом в 5-7 кг способны развивать сварочный ток до 120-150 А, их легко можно носить на плече. Такие устройства могут варить сталь толщиной до 4-5 мм.
Более мощные модели сварочных инверторов могут выдавать ток до 250 А, их уже переносят за ручку- вес составляет до 20 кг. Сварка для «чайников» лучше всего осваивается именно на инверторе.
Частые ошибки новичков
Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Особенности использования ручной дуговой сварки
В данном случае ток идет на кабель от аппарата. К устройству подключается кабель массы, при этом кабель с держателем находится в руках сварщика.
Плавящиеся электроды применяются с целью увеличения количества металла в шве. Когда они сгорают, металл в жидком состоянии аккуратно переносится на изделие.
Сварочной ванне необходимо обеспечить защиту от внешних факторов путем обмазки электрода. После ее сгорания образуется облако дыма. Таким образом, жидкий металл изолируется от прямого контакта с кислородом.
Когда сварочный шов остывает, на нем появляется небольшая шлаковая корочка. Благодаря этому сохраняется нужный теплообмен: шов остывает постепенно и укрепляется.
Чтобы понять, насколько получилось качественное соединение, шлаковая корочка отбивается. Для этого применяется молоток-шлакоотделитель.
Специальными движениями электрода образуется сварочный шов. При правильном усвоении материала начинающий сварщик сможет контролировать толщину, высоту и глубину сварного шва.
Как происходит сваривание металла
Для возникновения электрической дуги понадобится два элемента, по которым будет протекать ток. Одним элементом, по которому протекает отрицательный заряд — это металлическая заготовка. В качестве положительного заряда служит электрод. Электродом именуется расходный материал, состоящий из стального основания и поверхностного покрытия в виде специального защитного состава.
Когда подключенный электрод к оборудованию касается металлической поверхности, то имеющие разнородную полярность элементы провоцируют формирование электрической дуги. После создания дуги происходит плавление металла и электрода. Расплавляемая часть электрода поступает в зону шва, заполняя тем самым сварочную ванну. В итоге формируется сварочный шов, посредством чего соединяются металлические детали. Знать принцип сваривания металла нужно, чтобы научиться пользоваться сваркой. Если не понимать принципа работы, то будет освоить манипуляции.
Когда образуется электрическая дуга, осуществляется плавление металла, что провоцирует возникновение паров или газов. Эти газы играют очень важную роль, так как они защищают металл от отрицательного влияния на него кислорода. Состав газов зависит от типа защитного покрытия. Получаемый шов в процессе работы заполняет сварную ванну, тем самым дает надежное и защищенное соединение
Сварочный шов образовывается при перемещении ванны
Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
После остывания металлического шва, на поверхности образуется корка — шлак. Это результаты горения газов, защищающих металл от воздействия на него кислорода
Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщика
Разобравшись с технологией соединения металла посредством сварочного аппарата, следует переходить к процедуре обучения. Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.







