Как правильно варить электросваркой
Содержание:
- Частые ошибки новичков
- Профессиональные советы начинающим сварщикам
- Как выбрать электроды
- Начинаем варить
- Принцип работы
- Техника снизу вверх
- Подготовительные работы
- Способы сварки
- Чем обоснована надёжность сварки: основы сварочных работ
- Характеристики чугуна
- Рекомендации как правильно сварить металл
- Как зажечь электрод
- Способы и время приготовления разных видов креветок
- Что такое чугун
- Как научиться варить электросваркой урок 1
- Техника ручной дуговой сварки. Как правильно варить сваркой
- Техника сварки вручную
Частые ошибки новичков
Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Профессиональные советы начинающим сварщикам
Практически каждый человек, не обладающий опытом, задается вопросом как правильно сваривать металл инвертором с минимальными рисками для своей безопасности и максимально положительными результатами работы.
Советы профессиональных мастеров помогут освоить азы сварки инвертором и избежать ряда ошибок в процессе сваривания:
ни в коем случае нельзя пренебрегать защитными средствами, особенно это относится к глазам. Ожоги сетчатки могут возникнуть даже при мимолетном взгляде на горящую дугу незащищенными глазами. А продолжительное воздействие может закончиться весьма печально, вплоть до потери зрения;
впервые сваривая детали неопытные мастера практически всегда допускают разнообразные ошибки. Поэтому лучше вначале потренироваться на подготовленных заготовках и попробовать выполнять разные типы швов перед тем как пользоваться сваркой инвертором для создания металлоконструкций;
каждый желающий может начать работать со сварочной аппаратурой, но только при тщательном подходе и предварительных тренировках можно выполнять надежные и ровные соединительные стыки;
обработка швов после сварки имеет огромное значение
Чтобы предотвратить развитие коррозии и разрушение конструкций необходимо очищать спаи от шлаковых образований;
не знаете, как предотвратить прилипание электрода? Проверьте силу тока, а также обратите внимание на сухость электродов;
хранить электроды нужно в сухом проветриваемом помещении. Если они слишком сырые, то перед применением их следует просушить на солнце или в духовом шкафу;
чтобы не произошло короткое замыкание нужно проверять положение провода перед включением и выключением аппарата.
Всю информацию о том, как подобрать ток для сварки инвертором и как должны происходить рабочие циклы можно найти в инструкции по эксплуатации оборудования или поискать в интернете уроки для начинающих сварщиков.
Зная основные правила сваривания и принцип работы аппаратуры вполне доступной станет инверторная сварка для начинающих мастеров, и уже в скором времени вы сможете без проблем изготавливать красивые и долговечные конструкции.
Как выбрать электроды
Защитная обмазка проволоки во время сварки плавится и преобразуется в шлак, который, выходя на наружу сварочной ванны, защищает расплав от воздействия азота воздуха и кислорода. Иногда обмазки имеют газообразующие добавления, они во время варки выделяют газ, который ограничивает доступ кислорода к участку плавления.
Как правило, вопрос, какие электроды выбрать, у новичков не появляется, потому что учиться ремеслу чаще всего начинают сваркой простейших низкоуглеродистых сталей.
Использование сварочных выпрямителей дает возможность использовать для таких, и нержавеющих металлов, электроды марки УОНИИ, которые предназначены для варки прямым током.
Электроды марки АНО, можно использовать для работы с трансформаторами и выпрямителями, они позволяют работать и с обратным, и с прямым током, потому любители их выбирают гораздо чаще, нежели УОНИИ.
С учетом толщины свариваемых частей используют электроды сечением 1,6-5 мм. При этом, 4-5 мм стержни используют для порезки металлов, выставляя наибольшую силу тока.
Узнать нужный диаметр электрода можно с помощью таблиц зависимости данного параметра от толщины материала, а также с помощью различных формул. Новички не часто используют электроды диаметром больше 4 мм.
Разновидности сварочных работ (стыковая, нависающая, горизонтальная сварка и т. д.) почти не зависят от диаметра проволоки, что не скажешь о ширине шва и глубине сварной ванны.
Из-за того, что удельный ток сварки напрямую зависит от диаметра электрода, то концентрация силы тока выше на конце тонкой проволоки, потому глубина провара больше, нежели при использовании толстого стержня. При этом использование электрода сечением 4-5 мм проплавляет металл нет так сильно, создавая более широкий шов.
То есть, сложно ответить, какой электрод выбрать, правильный выбор учитывает множество нюансов, от вида сварочного агрегата и до требуемой ширины шва.
Начинаем варить
Сначала устанавливаем правильную силу тока на инверторе. Помним, что в инверторных технологиях сварка переменным током – основной вид. Сила сварочного тока зависит от состава электрода и диаметра его наконечника, положения заготовок при сварке и типа шва в планируемом соединении.
Находим удобную и устойчивую позу, одеваем маску и начинаем работу с отведенным локтем руки. Предплечье лучше обмотать кабелем. Если этого не сделать, по ходу сварки может устать рука, а кабель начнет болтаться, что негативно скажется на качестве сварочного шва.
Направление движения электрода для начинающего сварщика.
Для дебютных работ лучше выбрать металлические заготовки не самого маленького размера – более 20-ти см, так будет удобнее. Как обычно делают новички: надевают маску, поджигают электрическую дугу и сразу же на одном вдохе пройти заготовку во всю длину шва.
Если ваша деталь короткая, и вы сварите ее на одном вдохе, у вас может сформироваться ненужная привычка варить шов на одном дыхании. Поэтому тренируйтесь на длинных деталях с правильным дыханием.
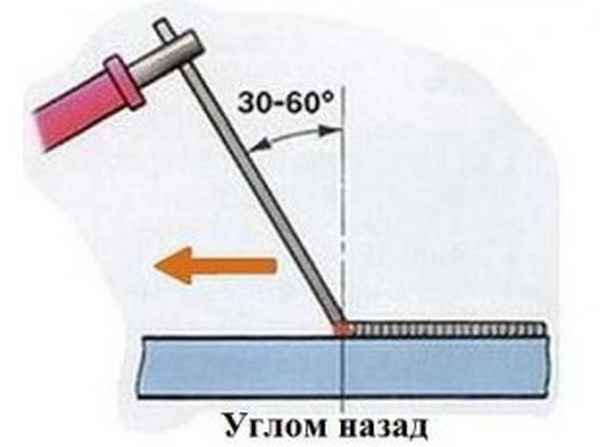
Теперь о расположении предметов во время работы. Заготовки лучше разместить на рабочем столе – горизонтальной поверхности. Электрод в держателе должен находится под прямым углом к плоскости стола, затем угол наклона должен составлять примерно 30°.
Теперь нужно поджечь дугу, чтобы перемещаться вдоль планируемого сварочного шва.
Сварку можно производить углом назад, в этом случае наклон в 30° идет в направлении шва. Если углом вперед – электрод наклоняется в обратную сторону от шва. Электрод нужно вести примерно как карандаш – на высоте 2-х мм от поверхности заготовок.
Нужно помнить, что при горении электрод укорачивается, поэтому за расстоянием над поверхностью нужно следить постоянно.
Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление
В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом)
Важно не допустить на кромках наличие жира и лакокрасочных материалов
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
https://youtube.com/watch?v=SRLRSxWUJxc
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
- В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.
- Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.
- Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
- Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.
Вертикальный шов снизу вверх
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.
Подготовительные работы
Прежде чем варить трубу необходимо подготовить металл в зоне стыка. Торцы должны быть отрезаны ровно, иначе наложить надежный шов будет затруднительно. С кромок снимаются фаски, чтобы угол между ними был 65 — 70˚. Поверхности на расстоянии не менее 3 см от торцов зачищаются шлифовальной машинкой или металлической щеткой до блеска снаружи и изнутри. Участки, изменившие цвет после обработки шлифмашинкой удаляются. Заусенцы убираются напильником. Острые края кромок притупляются до 2 мм, иначе они быстро расплавятся. Затем поверхности обезжириваются ацетоном.
Не менее важна и подготовка электродов. Их, перед началом работы, прокаливают в печи при температуре 380 — 400˚C в течение двух часов. Для продолжительного хранения электроды кладут в специальный пенал, в котором поддерживается температура на уровне 80˚С. Контейнер для этой цели можно изготовить самостоятельно из трубы ППУ. Когда нет возможности длительного прокаливания, электроды сушат горелкой в течение полутора минут слабым пламенем. Такой метод запрещен правилами, но в аварийной ситуации выбирать не приходится. Поскольку покрытие электродов быстро высыхает и опять набирает влагу, сушить более двух штук одновременно не следует.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная. В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется.
- Газопрессовая. Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении.
- Контактная. Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл.
- Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая. Используется в соединении листовых конструкций, требующих качественных и надежных швов.
- Термитная. Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия.
- Атомно-водная. Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот.
- Газовая. Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания
Чем обоснована надёжность сварки: основы сварочных работ
Прочность обусловлена пластичной деформацией, которая происходит на молекулярном уровне, потому что молекулы взаимно проникают в свариваемые тела. Это достигается путем нагревания металлов с помощью сварочной дуги. Классический производственный способ до настоящего времени электродуговой, когда используется электрон и сила тока. Но сейчас все более актуальными становятся технологии, использующие лазер, ультразвуковые излучения. Они фактически не оставляют шва после себя. Аппараты в основном работают на основе инвертора, то есть устройства, которое создает переменное напряжение.
Характеристики чугуна
Материал представляет собой сплав железа, содержащий большое количество углерода. Вещество придает чугуну твердость.
Не являющийся металлом углерод не способен образовывать связей с железом, он содержится в сплаве в виде графитовых вкраплений.
Сплав обладает следующими характеристиками:
- Пористость структуры. Пустоты быстро заполняются газами или впитывают масло.
- Относительно невысокая температура плавления (1200-1250 °С). Этим объясняется высокая текучесть сплава при нагреве.
- Хрупкость. Чугун не рекомендуется использовать для изготовления конструкций, испытывающих высокие нагрузки.
- Низкая пластичность.
- Устойчивость к кислотам и щелочам. В то же время, материал чувствителен к длительному воздействию влаги.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
-
Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Как зажечь электрод
Чтобы научиться варить электродом, сперва нужно добиться, чтобы он не прилипал к металлу. Конечно же, современные инверторы имеют защиту от прилипания электрода, но все же, нужно знать, как правильно зажечь электрод.
Сделать это можно постукиванием о металл или чирканьем. Если электрод никак не зажигается, то просто попробуйте его сначала прогреть. Для этого проведите концом электрода по металлу, и он обязательно загорится.
После этого важно сохранить сварочную дугу, поскольку если сильно высоко поднять электрод, то дуга погаснет. Нормальное расстояние между электродом и поверхностью металла должно составлять около 3 мм
При увеличении длины сварочной дуги металл начинает быстро плавиться, поэтому могут образовываться прожоги и наплывы металла.
Способы и время приготовления разных видов креветок
Самый простой способ
На приготовление замороженных неочищенных коктейльных креветок уйдёт не больше 10 минут. Если приобретённые рачки красного цвета (т.е. уже варёные), их всё равно следует ещё раз отварить в течение 2 – 3 минут.
Сначала дождитесь, когда морепродукты разморозятся естественным путём, только потом приступайте к готовке. Специи и приправы в процессе можно использовать любые, какие вам больше нравятся.
Тщательно промойте рачков, удаляя с панциря мелкие загрязнения, кусочки льда и мусора, а затем переложите их в дуршлаг. Параллельно поставьте на огонь кастрюлю с водой. Жидкости должно быть примерно в три раза больше, чем морепродуктов. Как только она закипит, добавьте соль и любимые специи.
Следом переложите в кастрюлю креветки. Время варки составит 2 – 3 минуты, не больше. Когда ракообразные всплывут и их панцирь станет глянцевым, можно выключать плиту. Далее сразу же откиньте креветок на дуршлаг. Оставлять их в горячей воде надолго нельзя.
Королевские креветки
Королевские креветки
Этот вид морепродуктов отличается внушительными размерами. Крупные креветки величиной с ладонь взрослого человека без сомнений станут достойным украшением «королевского» стола. Варятся большие креветки точно так же, как их мелкие сородичи, только сам процесс занимает несколько больше времени.
Оттаявших ракообразных промойте, тщательно очистите ото льда и мусора. Запустите их в кастрюлю с кипящей водой, в которую уже добавлены соль и специи. Не забывайте, что жидкости должно быть в три раза больше, чем приготавливаемого продукта.
Время варки больших неочищенных креветок составит 7 – 8 минут. После чего их необходимо выловить шумовкой из ёмкости или слить вместе с отваром через дуршлаг. А чтобы ракообразных было легче отделять от панциря, подержите их пару минут в холодной воде.
Тигровые неочищенные креветки
Тигровые неочищенные креветки
Индикатором готовности при варке для этого вида морепродуктов выступает их цвет. Как только рачки из мутно серых превратились в оранжевых – они готовы.
Способ приготовления этих креветок во многом схож с предыдущими. Размороженный продукт промойте, очистите от постороннего мусора и льда. Следом запустите в кипящую воду с солью и специями и варите 6 – 7 минут.
Дайте рачкам немного остыть, а затем аккуратно снимите с них панцирь и кишечную ленту. Она находится сзади хвоста. Слегка подденьте брюшко ножом и извлеките внутренности. Очищенное мясо креветок промойте водой и просушите. Вот теперь они готовы к употреблению.
Ценителям неординарных рецептов наверняка понравятся тигровые креветки, сваренные в вине. Для этого блюда смешайте воду с вином в равных пропорциях. Доведите смесь до кипения, добавьте соль, специи и овощи (отлично подойдут мелко нарезанные лук и морковь).
Отварите ракообразных в винном бульоне в течение 7 – 8 минут и выньте их в глубокую тарелку или блюдо. В оставшийся отвар добавьте лимонный сок, немного сливочного масла. Дайте этой смеси тщательно прокипеть, до уменьшения объёма. А потом залейте им готовые деликатесы и дайте постоять 30 – 40 минут.
Аргентинские креветки
Аргентинские креветки
Эту разновидность ракообразных не часто можно встретить на прилавках наших магазинов. Но, если всё же посчастливилось стать обладателем данного редкого деликатеса, обязательно приготовьте продукт правильно. Чтобы полноценно насладиться его потрясающим вкусом.
Для начала промойте размороженные морепродукты и срежьте с них голову. Затем острым ножом вдоль спинки сделайте неглубокие надрезы
Осторожно выньте пальцами сосуд (вы увидите его сразу, как произведёте надрез)
Панцирь с креветок можно снять как после варки, так и до. Но, стоит отметить, что с готовых рачков он сходит гораздо легче.
Опустите подготовленный продукт в кипящую солёную воду. Добавлять соль необходимо из расчёта 1 ст. л. На 1 литр жидкости. До готовности креветкам понадобится 4 – 5 минут. После чего выньте их промойте под струёй холодной воды.
Деликатес можно посыпать молотым перцем (чёрным или красным), а также сдобрить оливковым маслом или лимонным соком.
Что такое чугун
Особенности сварки чугуна
В зависимости от того, в каком виде присутствует углерод, чугун подразделяется на несколько видов:
- Белый чугун. В нем углерод содержится в виде цементита. Он отличается высокой твердостью, не поддается обработке режущими инструментами. Его крайне трудно варить.
- Серый чугун. Он содержит углерод в форме графита. Сплав достаточно легко поддается обработке. При сварке чугуна электродом в домашних условиях с инвертором обеспечивается надежное соединение.
- Ковкий тип. Он получается путем специальной обработки белого чугуна с преобразованием углерода в форму хлопьевидного графита. Этот сплав активно используется в машиностроении. Сварить его можно специальными электродами.
- Половинчатый чугун. Содержит углерод в обеих формах — цементит и графит. Применяется для изготовления изделий повышенной износоустойчивостью.
- Высокопрочный чугун. В нем углерод имеет шаровидную форму, приобретаемую в процессе кристаллизации. Применяется металл для особо ответственной продукции, в т. ч. труб.
Последние 2 типа сплава поддаются сварке электродом, но требуют особый подход. Сварочная технология разных типов чугуна существенно различается, что необходимо учитывать при работе.
Сварка чугуна связана со следующими сложностями:
Некоторые составляющие сплава легко окисляются при расплавлении с образованием тугоплавких оксидов. Они приводят к неоднородности сварного шва и появлению непроваренных участков.
При быстром охлаждении околошовной зоны формируется цементит, который в последующем не поддается механической обработке.
Чугунный расплав обладает повышенной текучестью, что затрудняет формирование шва и удержание в сварочной ванне.
Любой неравномерный прогрев и охлаждение сварочной зоны ведет к растрескиванию металла.
При расплавлении чугуна выделяются газы, способные вызвать появление пор в сварном шве.
Как научиться варить электросваркой урок 1
Чтобы хорошо освоить этот метод соединения металла, необходимо разобраться в физическом процессе сваривания. Понимание образования шва поможет варить не «в слепую», а с осознанием происходящего, что безусловно отобразится на результате.
Для сварочных работ используют различные аппараты, которые преобразуют ток до нужной величины, способной плавить сталь. Самыми простыми являются трансформаторы, работающие от 220 и 380V. За счет обмоток катушек они понижают напряжение (V) и повышают силу тока (A). Чаще всего это большие устройства на промышленных предприятиях или маленький самодельный аппарат в гараже.
Более «продвинутые» версии — это преобразователи, выдающие постоянное напряжение. Благодаря этому создание сварочного шва происходит более деликатно и тише. В домашних условиях применяются небольшие версии этих аппаратов, называемые инверторами. Они работают от бытовой сети и преобразуют переменный ток в постоянный. Научиться варить инвертором проще, чем начинать с большого промышленного трансформатора.
Суть процесса в следующем:
- Аппарат выдает необходимое напряжение.
- От инвертора исходит два кабеля (+ и -), первый крепится на изделие, а второй снабжается держателем для электрода. Минусовый кабель некоторые обозначают как ноль. В зависимости от того, какой провод цепляется к массе, определяется полярность тока.
- В момент прикосновения конца электрода к изделию возбуждается электрическая дуга.
- Частицы расплавленного стержня электрода и кромок свариваемого металла образуют соединительный шов.
- Покрытие на электродах, плавясь, создает газовое облако, защищающее от воздействия окружающей среды сварочную ванну, и обеспечивающее соединение без пор.
- При застывании металла, на его поверхности образуется слой шлака, который удаляется легким постукиванием.
Инвертором для начинающих может стать любая бюджетная модель, поддерживающая работу с электродами диаметром 3 и 4 мм.
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
https://youtube.com/watch?v=NnaJTrs2qQA
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик – это самый настоящий узкий сварной шов.
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.
В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Техника сварки вручную
Сперва попытайтесь зажечь дугу и держите ее в течение определенного времени. После следуйте инструкции:
- С помощью металлической щетки нужно почистить поверхности закрепляемых деталей от ржавчины и грязи. Если нужно их края подгоняют между собой.
- Учиться варить лучше прямым током, потому подсоедините «плюсовую» клемму к изделию, поставьте в зажим электрод, а на сварочном агрегате установите нужное значение силы тока.
- По отношению к детали наклоните электрод под углом примерено 60° и не спеша проведите им по поверхности изделия. При образовании искр приподнимите край электрода на 5 мм для зажигания дуги.
- Если дуга зажигается неохотно, а электрод постоянно липнет к металлу, повысьте силу тока на 10-20 А. При прилипании стержня покачайте рукоятью по сторонам, вероятно, даже с помощью силы.
- Не забывайте про то, что электрод будет постоянно выгорать, потому лишь соблюдение расстояния 3-5 мм даст возможность удерживать устойчивую дугу.
Научившись запускать дугу, попробуйте не спеша передвигать стержень по направлению «к себе», в это время, делая движения 3-5 мм по сторонам. Пытайтесь переправлять расплав из периферии к середине сварочной ванны. Сделав шов размером примерно 5 см, уберите стержень и дайте металлу остыть, затем постучите молотком по участку соединения, чтобы удалить шлак. Качественный шов имеет волнистую монолитную поверхность без неоднородностей и кратеров.
Чистота шва зависит непосредственно от правильного движения электрода и размера дуги.







