Учимся варить электросваркой
Содержание:
- Что такое сварочный инвертор и как он работает
- Принцип работы
- Подготовка к работе инвертором
- Подготовительный этап
- Как зажечь электрод
- Техника безопасности
- Физические принципы процесса
- Техника безопасности
- Типы сварочных аппаратов
- Популярные марки
- Видео
- Технология точечной сварки
- Сварка элементов
- Безопасная работа
- Элементы для сборки самодельного аппарата
- Советы начинающим сварщикам
- Как варить электросваркой?
- Подготовка к свариванию
- Основные ошибки
- Предварительная подготовка
Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.
Этот небольшой ящик и есть инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм
Это очень важно особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
Принцип работы
Сварочный инвертор для ручной сварки преобразует напряжение сети (220 или 380 в 50 Гц) в напряжение, подходящее для поддержания электродуги. Это преобразование проходит в три этапа:
- входное напряжение переменного тока выпрямляется;
- этот постоянный ток питает высокочастотный генератор, он создает переменный ток частотой 20-50 тыс. Гц.;
- трансформатор понижает напряжение до 70-90 вольт, ток во рабочей обмотке достигает 100-300А.
Тройное преобразование позволяет сократить габариты и вес устройства в несколько раз по сравнению с обычными сварочными трансформаторами. Кроме того, благодаря автоматической регулировке параметров электронной схемы прибор обеспечивает высокую стабильность тока и напряжения на выходе. На инвертор не влияют скачки напряжения в питающей сети, и сам он не вызывает таких скачков.
В полупрофессиональных и профессиональных моделях устанавливают также системы, облегчающие розжиг дуги и предотвращающие прилипание электрода.
Рабочий ток протекает по цепи, образованной:
- электродный и массовый кабели;
- электрод;
- электродуга в воздушном промежутке;
- заготовка.
Электродный провод подключается к держателю, массовый провод — к зачищенному месту на детали.
Подготовка к работе инвертором
При первом включении, а также при перемещении сварочного инвертора на новое место работы необходимо проверить сопротивление изоляции между корпусом и токоведущими частями, после чего подсоединить корпус к заземлению. Если инвертор долгое время находился в эксплуатации, перед тем как приступить к сварке, нужно обязательно провести его ревизию на предмет скопления пыли во внутреннем пространстве. При повышенной запыленности следует очистить все силовые элементы и блоки управления сваркой с помощью сжатого воздуха с умеренным напором. Для беспрепятственной работы системы принудительной вентиляции аппарата вокруг него должно быть создано свободное пространство на расстоянии не менее полуметра. Запрещается варить устройствами инверторной сварки вблизи мест работы шлифовальных и отрезных машинок, т. к. они создают металлическую пыль, способную вывести из строя силовую часть и электронику инвертора. В случае проведения сварочных работ на открытом пространстве необходимо защитить аппарат от прямого попадания водяных брызг и солнечных лучей. Устанавливаться сварочный инвертор должен на горизонтальной поверхности (либо под углом, не превышающим значение, указанное в паспорте).

Использование средств защиты
При проведении сварочных работ наибольшую опасность представляет вероятность поражения электрическим током, получение ожогов от разлетающихся капель расплавленного металла и световое воздействие на сетчатку глаза излучением электрической дуги. Кроме того, возможны механические травмы и попадание в дыхательные пути газов, выделяющихся в процессе сварки. Поэтому любой начинающий сварщик, решивший освоить сварочный инвертор, кроме самого аппарата, обязан приобрести комплект средств индивидуальной защиты, а также тщательно изучить правила техники безопасности при выполнении сварочных работ. В стандартный комплект защитных средств сварщика входят маска и искростойкие перчатки, а также спецовка и обувь из негорючих и неплавящихся материалов. Кроме того, в процессе сварки инвертором может потребоваться специальный респиратор, а зачистку заготовок и швов необходимо производить в защитных очках.

Подготовительный этап
Каждая сварочная полуавтоматическая установка состоит из следующих элементов:
- электронная система управления аппаратом;
- генератор, стабилизирующий величину уровня высокочастотного электрического тока;
- выпрямитель, чтоб из переменного получить постоянный ток;
- преобразователь этого тока в переменный с высокой частотой колебаний: инверторный блок;
- сетевой питающий блок.
Перед тем, как варить инверторной сваркой, в целях обеспечения безопасности следует полностью подготовить к процессу все необходимое: маска сварочная, , защитные перчатки и обувь.
Еще нужно обзавестись металлической щеткой, чтобы перед началом сварки основательно зачистить свариваемые места заготовок.
Перед включением инвертора в электросеть надо проверить ее параметры (сила тока и значение напряжения) на предмет соответствия характеристикам оборудования, прописанным в техническом паспорте.
Лучше всего задействовать в электросеть автомат, это предотвратит поломку при коротком замыкании или скачке напряжения.
Одним из условий безопасности, перед тем как пользоваться инверторным оборудованием, нужна правильно подготовленная рабочая площадка из деревянного настила.
Инвертор устанавливается на ровную плоскость, а достаточное окружающее пространство должно обеспечивать свободное передвижение воздуха для вентиляции оборудования.
Необходимо также обеспечивать хорошее освещение рабочего пространства. Так как весь процесс сварки подразумевает высокую температуру работы и частичные расплавленные брызги, вблизи не должно находиться топливо, смазочные материалы, растворители и другие опасные в плане зарождения пожара вещества.
Как зажечь электрод
Чтобы научиться варить электродом, сперва нужно добиться, чтобы он не прилипал к металлу. Конечно же, современные инверторы имеют защиту от прилипания электрода, но все же, нужно знать, как правильно зажечь электрод.
Сделать это можно постукиванием о металл или чирканьем. Если электрод никак не зажигается, то просто попробуйте его сначала прогреть. Для этого проведите концом электрода по металлу, и он обязательно загорится.
После этого важно сохранить сварочную дугу, поскольку если сильно высоко поднять электрод, то дуга погаснет. Нормальное расстояние между электродом и поверхностью металла должно составлять около 3 мм
При увеличении длины сварочной дуги металл начинает быстро плавиться, поэтому могут образовываться прожоги и наплывы металла.
Техника безопасности
Перед тем, как приступить к домашней сварке, электросварщику необходимо позаботиться о технике безопасности:
- надеть защитный костюм из прочной натуральной ткани высокой плотности, которая не подвержена возгоранию и оплавлению при попадании на неё искр. Костюм должен скрыть область шеи, и иметь рукава, которые плотно застёгиваются на запястье.
- защитить руки рукавицами из грубого полотна;
- обуть удобную кожаную обувь с толстой подошвой;
- защитить глаза маской сварщика со светофильтром, который зависит от силы тока при сварке.
Место, где будет проводиться сварка, также должно быть тщательно подготовлено:
- уложен деревянный настил, выполняющий защитную функцию от возможного поражения током;
- место проведения сварки освобождено от всего лишнего (для предупреждения попадания сварочных брызг);
- освещение должно быть качественным;
- движения сварщика не должны быть стеснены.
Физические принципы процесса
До того, как научиться сварке самостоятельно в домашних условиях, новичок-электросварщик обязан получить представление о базовых принципах электродуговой сварки (далее по тексту – ЭС) и усвоить теоретические азы сварки инвертором или сварочным трансформатором, чтобы не варить «в слепую», не понимая сути выполняемой работы. Электросварка — это одна из наиболее распространенных технологий создания неразъемного монолитного соединения металлических деталей способом сплавления.
Аналогичный способ сплавления в настоящее время широко применяется при соединении полипропиленовых труб. Разница только в температурах плавления свариваемых металлов и полипропилена и типе соответствующего оборудования, из-за чего сварку полипропиленовых элементов нередко называют пайкой, а используемые нагревающие устройства — паяльниками.
Данная методика основывается на расплавлении кромок соединяемых элементов за счет температуры электрической дуги (далее по тексту – ЭД), загорающейся в пространстве между электродом и основным металлом. ЭД представляет собой длительный разряд высокой мощности в газовой среде между электродом и основным металлом. Температура горения ЭД достигает 7000 град. Ц, что превосходит параметры плавления существующих конструкционных металлов и их сплавов.
Инициирование и горение ЭД протекают в следующей последовательности:
- При соприкосновении стержня сварочного электрода с подготовленной кромкой изделия под воздействием электромагнитного поля создается режим короткого замыкания в сварочной электрической цепи.
- При отводе электрода от кромки изделия на 2-4 мм под воздействием электромагнитного поля зажигается ЭД. Горящая дуга обеспечивает преобразование электрической энергии в тепловую, мощности которой достаточно для расплавления конца электродного стержня и кромки свариваемого металла.
- При устойчивом режиме горения ЭД происходит стабильное плавление материала электродного стержня и металла детали/заготовки. Капли расплавленных металлов образуют в зоне плавления так называемую сварочную ванну, представляющую собой слой расплавленного металла на поверхности изделия.
- Вместе со стержнем электрода плавится покрытие электрода, создавая газовую либо газошлаковую защитную оболочку вокруг сварочной ванны и самой ЭД, изолирующую их от воздействия атмосферного азота и кислорода.
- После твердения и кристаллизации сварочной ванны образуется прочное неразъемное сварное соединение.
Важно! При сварке двух деталей в сварочной ванне перемешиваются материалы обеих деталей. Данная смесь наделена такими же показателями прочности, как и металлы соединяемых изделий, что создает определенное преимущество этого способа по сравнению с другими методами соединений изделий, исключающих расплавление материала.
- По мере продвижения ЭД и кристаллизации сварочной ванны образуется сварной шов, непосредственно связывающий обе детали.
- поз. 1 – покрытие электрода, обеспечивающее газовую защиту сварочной ванны;
- поз. 2 – сварочный электрод;
- поз. 3 – газозащитная оболочка, образованная при испарении покрытия электрода;
- поз. 4 – локальная зона расплава стержня электрода и металла заготовки;
- поз. 5 – заготовка;
- поз. 6 и 7 – поверхности сварного шва. Темным оттенком поз. 7 выделена застывающая, более холодная, часть сварного шва
На практике электросварка для начинающих реализуется следующим образом:
- зажигается ЭД с последующим поддержанием ее определенной длины;
- выполняются манипулирования электродом, чтобы придать шву нужную форму;
- электрод перемещается по направляющей линии наложения сварного шва;
- прекращение сварочного процесса.
Техника безопасности
Чтобы обучение работе сварочным инвертором не закончилось печально, нужно знать, как правильно и безопасно варить инверторной сваркой. Обязательно использовать защитные средства.
Место сварки должно соответствовать следующим требованиям:
- имеется изолирующий настил или диэлектрический коврик;
- установлены защитные металлические ширмы, предохраняющие от разлета расплавленных брызг, а также искр при сварке и зачистке;
- обеспечено качественное освещение;
- устроена вытяжная вентиляция для удаления сварочных газов;
Важно! Категорически недопустимо загромождать рабочую зону, в ней должны находиться только заготовка, оснастка, сварочный аппарат и сварщик. Нельзя также размещать легковоспламеняющиеся материалы в радиусе 5 м от места сварки.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.
Трансформаторный сварочный аппарат
Преимущества трансформатора:
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
Недостатки
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
Инвертор
Преимущества инвертора:
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Популярные марки
УОНИ 13/55
Для сварки углеродистой и малолегированной стали отлично подходят электроды с маркировкой УОНИ 13/55. Их производят с основным покрытием, что означает применение на инверторе с постоянным током. Эта марка расходных материалов позволяет создавать прочные сварные швы, устойчивые к различным механическим нагрузкам.
Режимы инвертора с использованием электродов УОНИ следующий.
- Постоянный ток.
- Обратная полярность (кабель держателя ставят на плюс, а массу — на минус).
- Холостой ход минимум 65 В.
Однако есть и недостатки в такой марки. Во-первых, высокие требования к подготовке свариваемых поверхностей, а во-вторых — аппарат должен обладать высоким напряжением холостого режима (от 65 вольт).
ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2
Эти различные марки расходных сварочных материалов используются при сваривании алюминия или сплавов.
При работе с «крылатым» металлом полярность выставляют прямую (то есть кабель держателя ставят на минус, а массу на плюс).
В большинстве случаев алюминий варят аргонодуговым способом, но, при отсутствии такого оборудования, с электродами этих марок получится сделать качественное соединение.
ОК 63.34
Такая марка производиться специально для сваривания нержавеющих сталей. Другие типы электродов при сварке инверторного типа не подходят, так как не получиться хорошо положить шов должного качества.
Ими осуществляют как горизонтальные, так и вертикальные виды соединений.
Режим инвертора может быть любой полярности, с постоянным или переменным током.
Импортные расходники
Также в продаже могут встречаться зарубежные марки электродов, у которых свое маркирование.
Наиболее распространенными расходниками является продукция шведской компании ЭСАБ. Все обозначения на их электродах начинается с букв ОК. Какие из них можно выбрать для работы с инвертором в домашней мастерской?
- ОК 46.00 — это аналог электрода МР-3, им можно варить на переменном и постоянном токе различные марки углеродистой и низколегированной стали.
- ОК 48.00 — используют для сваривания важных и несущих конструкций на постоянном токе.
- ОК 61.30 и ОК 63.20 — применяются для сваривания различных типов нержавеющей стали.
- ОК 92.60 — марка электродов, которая используется для сварочных работ по чугуну. Также такие стержни можно использовать для соединения стали с чугунными деталями.
- ОК 96.20 — аналоги электродов ОЗА-1, ОЗАНА, ОЗАНА-2 для работы с алюминием.
Учитывая все факторы, приведенные в этом материале, можно выделить основные пункты, по которым выбирают электроды для инвертора. Изначально их подбирают исходя из материалов, которые будут варить, далее нужно определить требуемое покрытие для режима сварки и только потом определяют нужный диаметр.
Также не стоит покупать электроды сомнительного происхождения, лучше всего брать известных производителей, хоть они и обойдутся дороже по стоимости. Качественный расходник обеспечивает половину прочного соединения.
А какие электроды используете Вы при работе с инверторным аппаратом? Поделитесь своим опытом по выбору расходников в блоке обсуждения к этой статье, Ваш опыт и мнение не заменит ни один теоретический материал.
Видео
Сварка своими руками требует знаний теории и практических навыков. Научиться варить металл можно самостоятельно. После нескольких тренировок уже возможно выполнять швы высокого качества. При выполнении сварки всегда необходимо придерживаться инструкций по эксплуатации и правил техники безопасности.
Начинающим специалистам стоит просмотреть сварочные работы видео уроки для того, чтобы избежать распространённых ошибок, и сделать свою работу качественной и безопасной. Всегда нужно помнить, что перед началом работы надо надеть спецодежду, а именно:
замшевые и (или) брезентовые перчатки; фартук или халат; ; кирзовые ботинки.
Светофильтр для маски подбирается индивидуально для каждого человека, в зависимости от чувствительности глаз к свету, толщины электрода и мощности тока. Чем эти показатели выше, тем больший номер защитного фильтра надо использовать. После комплектации маски фильтром необходимо проверить наличие возможных зазоров, посмотрев на свет. Замену стёкол нужно проводить по мере того, как на них появляются царапины или загрязнения, мешающие чётко видеть сварочную ванну и шов.
Технология точечной сварки
Технология данного вида контактной сварки заключается в следующем: детали, которые необходимо соединить между собой, устанавливаются в необходимое положение и закрепляются, чтобы не съезжали при сваривании. Далее, с двух сторон, к этим деталям подводится ток через электроды,тем самым, в местах контакта материала и электродов, создается высокая температура — металл начинает плавиться. При этом образуется сварочное ядро (схоже со сварочной ванной при иных ). Его диаметр обычно колеблется от нескольких миллиметров до 1,5-2 сантиметров.
Заготовки из стали низкого качества могут поддаваться соединению без расплавления ядра, но при этом соединение будет считаться низкого качества. Специалисты рекомендуют новичкам учиться и набивать руку именно на таких заготовках.
Рассмотрим пошаговую инструкцию и все этапы процесса соединения деталей:
- Подготовительный этап, который включает три основных аспекта:
- подготовка деталей к сплавлению. При этом кромки зачищаются для сцепления с целью удаления остатков лакокрасочных изделий или масляных пятен. После этого их необходимо зафиксировать (для этого используют ручные тиски или струбцины) для спаивания между электродами;
- подготовка рабочего места в соответствии со всеми нормами, правилами и требованиями безопасности;
- подготовка сварщика. Перед началом работы непременно нудно надеть специальный костюм и маску для защиты глаз от искр, которые могут причинить ожоги.
- Непосредственный сварочный процесс, при котором под воздействием высокой температуры, создаваемой электродами, металл плавится. Для этого мастер фиксирует деталь между электродами и подает ток, за счет которого образуется энергия, плавящая металл. Когда появилось ядро, ток снимают, и детали крепко сжимаются между собой, сварочной ядро кристаллизуется (застывает) и образует точечную сварку.
Благодаря простоте процесса, для того, чтобы совершать точеную сварку своими руками, не нужно быть высококвалифицированным сварщиком. Главное понимать саму сущность сварки. Нагрев осуществляется за счет импульса, образующегося сварочным током. Он расплавляет металл (точечно) и образует так называемое сварочное ядро. Затем импульс пропадает, а изделие еще несколько секунд находится под давлением. За это время оно успевает застыть и скрепиться.
Важно: сжимание происходит в момент подачи импульса, для того, чтобы избежать разбрызгивания
Сварка элементов
Уверенно освоив азы сварочного процесса, можно переходить к соединению элементов в единую конструкцию. И здесь тоже есть свои тонкости, связанные с реакцией металла на такое воздействие.
В первую очередь нужно правильно оценивать длину шва и добиваться того, чтобы он не тянул соединяемые детали на стыках. Для этого их обязательно фиксируют в заданном положении с помощью струбцин или другими способами. А чтобы закрепить фиксацию, прихватывают поперечными швами в нескольких местах. И лишь потом обваривают.
Порядок сварки зависит от длины стыка. В одном направлении и в один заход можно варить лишь короткие швы длиной до 300 мм. Если это расстояние больше, необходимо компенсировать возникающие напряжения, накладывая швы небольшими отрезками.

Схемы выполнения швов в зависимости от длины
Не слишком красивые швы по окончании работы можно аккуратно срезать и отшлифовать болгаркой.
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
- краги из искростойких материалов;
- маска – тип „Хамелион“ или обычная со светофильтром;
- роба;
- обувь из кожи и войлока;
- очки для защиты глаз от металлических частиц при ошкуривании.
Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Элементы для сборки самодельного аппарата
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.
Источник тока
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.
На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
Осциллятор и блок защиты
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
Горелка
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.
Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Баллон с аргоном
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”.
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Редуктор
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.
Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
Советы начинающим сварщикам
Сварщик с малым опытом часто задаётся вопросом о том, как правильно сваривать металл электросваркой. Общие советы по работе с инвертором и правила сварки металла электродом будут приведены в разделе ниже.
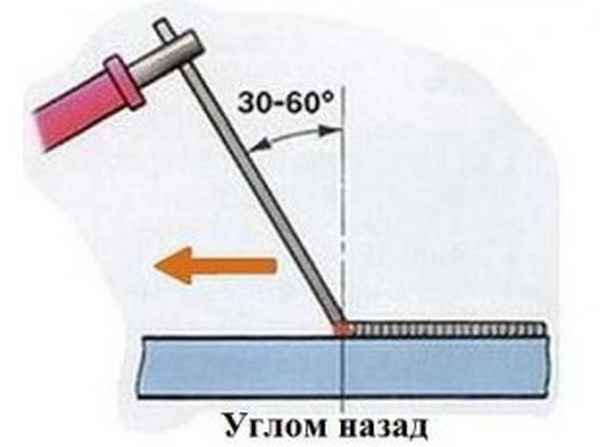
Сваривая металл инвертором, необходимо тщательно контролировать, чтобы сварной шов шёл вровень с металлом. Электродуга, проникающая в металл с интенсивной скоростью и достаточной глубиной, заставляет ванну двигаться назад и создаёт сварной шов, который способен стать дефективным, если скорость движения электрода будет слишком высока. Идеальный шов получится, если электрод будет совершать зигзагообразные и круговые колебания.
При изменении направления движения электрода следует помнить, что ванна следует за теплом. Формирование подреза происходит на фоне недостаточности металла электрода, поэтому стоит строго следить за границами ванны и контролировать их.
Располагая электрод под определённым углом можно управлять направлением движения ванны, при этом вертикальное положение электрода будет способствовать достаточному проплавлению. Ванна при таком положении будет вдавлена вниз и иметь хорошие границы, а шов будет иметь меньшую выпуклость. Слишком большой наклон электрода не позволит управлять ванной.
Положения электрода при сварке
Сварка инвертором также применима и при выполнении работ по свариванию труб
Сварка проходит в достаточно сложных условиях, поэтому необходимо большое внимание обращать на качество провара на поворотных стыках. Угол, равный 30º, является стандартным углом наклона электрода к поверхности трубы
На трубах из низколегированных сталей с сечением стенки до 12 мм шов будет однослойным. Для труб с большей толщиной стенки следует наложить повторный шов, за счёт чего общая прочность сварного шва повысится. После каждого нового наложения шва следует в обязательном порядке очистить затвердевший шлак. Трубы с диаметром до 0,5 м необходимо проваривать непрерывно.
Инвертор – простой сварочный аппарат, который идеально подойдёт начинающему сварщику для проведения сварочных работ в домашних условиях. При выборе инвертора необходимо полагаться на собственные нужды, и соответствие им выбираемого аппарата, таким образом обеспечивая свои потребности.
Как варить электросваркой?
Прежде чем приниматься за работу, следует вначале приобрести сварочное оборудование, электроды, краги, защитную маску. Сам сварочный аппарат нуждается в настройке.
Включается оборудование и вставляется электрод в специальный держатель лишь после выбора силы тока и диаметра электрода. Бывают пружинные и винтовое электрододержатели. Удобнее работать с пружинным вариантом.
Если планируется варить изделие внизу, нужно держать электрод под прямым углом касательно металла. Для сварки вертикальных либо потолочных изделий, электрод необходимо размещать под углом 45 градусов непосредственно от самого себя.
У кабеля держателя и кабеля массы разъёмы одинаковые. Во время соединения толстых кусков металла по 5-6 мм, держатель подключается к плюсу. Так получится увеличить глубину шва.
При работе с тонким металлом требуется подключать держатель к минусу. В результате уменьшится тепловложение. Но сваривать детали понадобится быстрее, так как электрод будет сильно плавиться.
Электрическая дуга разжигается только после того, как сварщик наденет маску. Изначально не помешает немного потренироваться на небольшом куске металла. Зажигается дуга при постукивании электрода об изделие.
Вначале стоит привыкнуть к свету, исходящему от разгоревшейся дуги и научиться делать так, чтобы она не затухала и не прилипал электрод. Поскольку в процессе сварки электрод становится меньше, нужно научиться постепенно, приближаться к изделию. Но это приходит с опытом.
Допускается начинать варить слева-направо и справа-налево.
Варить нужно медленно, здесь спешка ни к чему. Чтобы электрод не прилипал рекомендуется во время сварки облокотить руку на стол либо колено.
Проверяется качество соединения после отбивания шлака. Однако спешить с этим не следует. Шов должен окончательно остыть.
Подготовка к свариванию
Задаваясь целью как научиться правильно варить дуговой сваркой следует понимать, что безопасность и эффективность сваривания во многом зависит от подготовительного процесса. Приступать к сварным работам следует только после подготовки сварочного аппарата:
- необходимо проверить частоту электротока и напряжение, показания в рабочем аппарате и в сети должны быть одинаковыми;
- номер электрода подбирать нужно с учетом мощности оборудования;
- клемму заземления обязательно необходимо надежно зафиксировать;
- проверить все соединения, целостность изоляции кабеля;
- электрод поместить в держатель и проверить прочность его фиксации.
Подготовить нужно также свариваемую поверхность. Ее нужно тщательно очистить от ржавчины, следов масла и других загрязнений. Если этого не сделать, то сварочный шов будет с дефектами.
На целостность проверяются и электроды
Важно чтобы покрытие было без сколов и трещин. Нередко требуется сперва прокалить или просушить электроды и только потом вставлять в держатель аппарата
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
- Спешка. Не нужно спешить вести электрод, металл должен проплавиться, поэтому привыкните к медленным спокойным движениям.
- Неспособность отличить шлак от металла. Нередко новички думают, что заварили стык, но после отбития шлака в нем много непроваров. Дело в том, что при сварке кажется, что соединение заполнено жидким металлом — на самом деле это шлак. Жидкий металл через светофильтр выглядит белым, а шлак — красным.
- Дрожащая рука. Добиться постоянного зазора между кончиком электрода и изделием поможет опора для руки. Никогда не держите руку на весу, иначе электрод будет прилипать. Опереть руку можно на стол, колено.
- Не стоит сразу отбивать шлак. (хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога.
Предварительная подготовка
Как научиться хорошо варить сваркой Ресанта самому? Прежде всего нужно качественно подготовить рабочее место, материал и оборудование. От качества подготовки напрямую зависит прочность и долговечность шва. Необходимо работать электродами, подходящими по материалу и толщине к свариваемым заготовкам. Таблицы соответствия приводятся в руководствах по сварочному делу.
Средства защиты
Чтобы не пострадать во время электродуговой сварки, следует:
- использовать рабочую одежду из негорючей ткани;
- одежда должна полностью закрывать кожу;
- использовать силковые сварочные перчатки-краги;
- обувь из толстой кожи со усиленной подошвой и стальным подноском должна быть с высоким голенищем, брюки выпущены поверх обуви;
- обязательно использовать маску сварщика с автоматически затемняемым стеклом.
Рабочее место
Рабочее место нужно готовить так, чтобы оно было удобным и безопасным. Заготовки должны быть прочно зафиксированы к рабочему столу. При больших размерах их раскладывают на ровной сухой основе и надежно крепят друг к другу. Должны быть убраны все легковоспламеняемые материалы в радиусе 5 метров, либо следует пользоваться негорючими ширмами.
Как выбрать электрод?
Какой диаметр и материал электрода выбрать, определяют, исходя из материала и толщины заготовки. Рекомендуемые значения приведены в инструкции к инвертору.
Обучение лучше начинать с заготовок из черного металла толщиной 3-5 мм. Электроды подойдут толщиной 2,5-4 мм.
Схема подключения инвертора, полярность
Инвертор подключается к электросети или к бензогенератору.
Полярность подключения выбирается исходя из толщины заготовки. Место крепления зажима массового провода к заготовке нужно обязательно зачистить и обезжирить. Если рабочий столик имеет большую площадь контакта с деталью, массу можно подать на него.
Подготовка металла
Металл обычно покрыт окисным слоем, ржавчиной, остатками старой краски и другими загрязнениями. Чтобы сварить качественный шов, их необходимо удалить. Механические загрязнения удаляют с помощью зачистки металлической щеткой или абразивным диском.
Масложировые пятна удаляют путем обезжиривания — протиркой ветошью, смоченной растворителем, таким, как бензин, уайт-спирит, ацетон. Это обязательное условие, без которого хороший шов не получить.







