Диаметр отверстий под метрическую резьбу
Содержание:
- Установка анкерного болта M12
- ГОСТ 24671-84 Болты, винты, шурупы с шестигранной головкой и гайки шестигранные. Размеры «под ключ»
- Какое сверло лучше использовать
- Как устроен анкерный крепеж с гайкой?
- Технология нарезания внутренней резьбы
- Что такое анкер: общее понятие
- Технические характеристики анкерных болтов
- Как выбрать диаметр сверла?
- Как выполняется крепление на ненадежных поверхностях
- Размер гайки и основные виды гаек
- Расчет нагрузки на болт
- Основные правила установки дюбелей
- Размеры под ключ шестигранных гаек и головок болтов
- Технология нарезания резьбы в отверстиях
- Процесс нарезания
Установка анкерного болта M12
Монтаж болта анкерного M12 – дело несложное. Ниже представлена последовательность этапов.
Сначала в основе высверливается отверстие диаметром 12 мм.
Далее с помощью спринцовки из просверленного отверстия удаляются частицы материала основы и пыль.
На третьем этапе анкерный болт продевается в крепежное отверстие подлежащего подвешиванию объекта и вставляется в отверстие, высверленное на этапе №1. После этого анкер нужно вбить до упора киянкой или молотком.
В завершение на четвертом этапе головка болта закручивается где-то на 4-5 оборотов. Но лучше делать это динамометрическим ключом. Момент затяжки – 30 Нм.
ГОСТ 24671-84 Болты, винты, шурупы с шестигранной головкой и гайки шестигранные. Размеры «под ключ»
| БОЛТЫ, ВИНТЫ, ШУРУПЫ С ШЕСТИГРАННОЙ ГОЛОВКОЙ И ГАЙКИ ШЕСТИГРАННЫЕ | ГОСТ 24671-84
Взамен ГОСТ 24671-81 |
| Размеры под ключ | |
| Hexagon-head bolts, screws, wood screws and hexagon nuts. Width across flats |
Постановлением Государственного комитета СССР по стандартам от 28 февраля 1984 г. № 705 дата введения установлена
01.01.85
Переиздание 2006 г.
1. Настоящий стандарт распространяется на болты, винты, шурупы с шестигранной головкой и гайки шестигранные с номинальным диаметром резьбы от 1 до 150 мм с нормальными, уменьшенными и увеличенными размерами под ключ.
Стандарт полностью соответствует СТ СЭВ 1015-83.
2. Размеры под ключ шестигранных головок болтов, винтов, шурупов и шестигранных гаек должны соответствовать указанным на чертеже и в табл. 1 и 2.
3. Допускается изготовлять болты, винты, шурупы и гайки с размерами под ключ по табл. 3. Размеры под ключ, указанные в табл. 3, с 1 января 1987 г. являются непредпочтительными.
4. Допускаются для установочных винтов другие сочетания номинальных диаметров резьбы и размеров под ключ.

Таблица 1
| Номинальный диаметр резьбы d | Размер под ключ S | ||||
| нормальный | уменьшенный | увеличенный | головки с фланцем | гайки с фланцем | |
| 1,0 | 3,2 | — | — | — | — |
| 1,2 | 3,2 | — | — | — | — |
| 1,4 | 3,2 | — | — | — | — |
| 1,6 | 3,2 | — | — | — | — |
| 2,0 | 4 | — | — | — | — |
| 2,5 | 5 | — | — | — | — |
| 3 | 5,5 | — | — | — | — |
| 4 | 7 | — | — | — | — |
| 5 | 8 | — | — | 7 | 8 |
| 6 | 10 | — | — | 8 | 10 |
| 7 | 11 | — | — | — | — |
| 8 | 13 | 12 | — | 10 | 13 |
| 10 | 16 | 14 | — | 13 | 15 |
| 12 | 18 | 16 | 21 | 15 | 18 |
| 14 | 21 | 18 | 24 | 18 | 21 |
| 16 | 24 | 21 | 27 | 21 | 24 |
| 18 | 27 | 24 | 30 | — | — |
| 20 | 30 | 27 | 34 | 27 | 30 |
| 22 | 34 | 30 | 36 | — | — |
| 24 | 36 | 34 | 41 | — | — |
| 27 | 41 | 36 | 46 | — | — |
| 30 | 46 | 41 | 50 | — | — |
| 33 | 50 | 46 | 55 | — | — |
| 36 | 55 | 50 | 60 | — | — |
| 39 | 60 | 55 | 65 | — | — |
| 42 | 65 | 60 | 70 | — | — |
| 45 | 70 | 65 | 75 | — | — |
| 48 | 75 | — | 80 | — | — |
Таблица 2
| Номинальный диаметр резьбы d | Нормальный размер под ключ S |
| 52 | 80 |
| 56 | 85 |
| 60 | 90 |
| 64 | 95 |
| 68 | 100 |
| 72 | 105 |
| 76 | 110 |
| 80 | 115 |
| 85 | 120 |
| 90 | 130 |
| 95 | 135 |
| 100 | 145 |
| 105 | 150 |
| 110 | 155 |
| 115 | 165 |
| 120 | 170 |
| 125 | 180 |
| 130 | 185 |
| 140 | 200 |
| 150 | 210 |
Таблица 3
| Номинальный диаметр резьбы d | Размер под ключ S | ||
| нормальный | уменьшенный | увеличенный | |
| 10 | 17 | — | — |
| 12 | 19 | 17 | 22 |
| 14 | 22 | 19 | — |
| 16 | — | 22 | — |
| 20 | — | — | 32 |
| 22 | 32 | — | — |
| 24 | — | 32 | — |
www.gosthelp.ru
Какое сверло лучше использовать
Современная промышленность предлагает потребителям широкий выбор приспособлений для обработки различных поверхностей. Встречаются следующие сверла по металлу:
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия
Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
А вы пользуетесь формулой подбора или предпочитаете руководствоваться вспомогательными таблицами? Напишите о вашем методе в блоке комментариев.
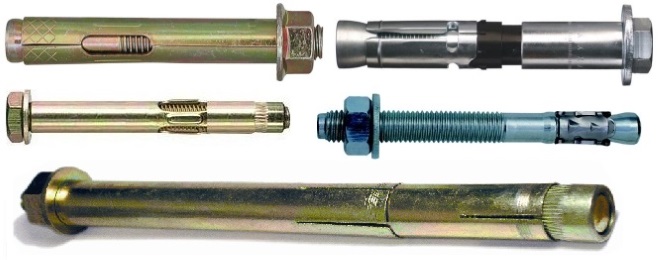
Как устроен анкерный крепеж с гайкой?
Принимая во внимание тот факт, что данный крепежный механизм должен удерживать достаточно тяжелые элементы, он был тщательно продуман и переделан. Главным элементом конструкции в нем является распорная шпилька, которая имеет на одном конце форму конуса, на другом же конце нарезана метрическая резьба, на которую накручивается гайка
На шпильку по всей длине, кроме резьбовой части, надета специальная металлическая втулка с прорезями.
Работает данное устройство по принципу «распора», то есть, когда мы начинаем закручивать гайку, конусообразный конец входит во втулку и распирает ее в отверстии. Отличительной особенностью считается то, что такой анкер имеет литую шпильку, которая намного прочнее других анкерных конструкций. Ну, и, конечно, мы забыли упомянуть про гайку и в обязательном порядке стопорную шайбу, которые накручиваются со стороны резьбы. Шайба не позволяет при закручивании гайки углубляться в отверстие.
Сферы применения такого крепежа могут быть достаточно разными: от монтажа лестничных ограждений до тяжелых металлоконструкций. Самое популярное применение на сегодняшний день – это монтаж кронштейнов под кондиционер. Само устройство имеет достаточно приличный вес, поэтому использование такого крепления полностью оправдано.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
Д о = Д м х 0,8, где:
Д о – это диаметр отверстия, которое надо выполнить с помощью сверла,
Д м – диаметр метчика, которым будет обрабатываться просверленный элемент.
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
ОПРЕДЕЛЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ МЕТРИЧЕСКОЙ РЕЗЬБЫ ДЛЯ МАТЕРИАЛОВ ПОВЫШЕННОЙ ВЯЗКОСТИ
1. Общие положения
1.1. Под материалами повышенной вязкости понимаются материалы, у которых из-за повышенных упругих деформаций и пластических свойств наблюдается значительный подъем витка (вспучивание).
1.2. К группе материалов повышенной вязкости относятся: сплавы магния по ГОСТ 804-93 ;
1.3. В табл. 1 приведены коэффициенты подъема витка для некоторых видов труднообрабатываемых материалов повышенной вязкости.
2. Расчет диаметра отверстия
2.1. Диаметр отверстия под нарезанием резьбы рассчитывается но формулам (1). (4).
2.2. Номинальный (наименьший) диаметр отверстия d tuui определяют по фор
где /), – номинальный внутренний диаметр резьбы гайки, мм;
EI – нижнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 . мм:
А – величина подъема витка, определяемая по табл. 1. При расчете диаметров отверстий для группы материалов в формулу подставляют наибольшее значение величины подъема витка для данного шага резьбы.
2.3. Наибольший диаметр отверстия определяют по формулам:
а) для конкретного материала
мнив = А + (EI + Гщ) -у,
где Е1+Т 0| – верхнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 , мм;
А – величина подъема витка, определяемая по табл. 1;
Чтобы узнать какой диаметр отверстия необходим для внутренней резьбы М6, можно воспользоваться специальными таблицами. А можно запомнить простую формулу, чтобы узнать, какое сверло нужно взять под ту или иную внутреннюю резьбу:
Что такое анкер: общее понятие
Под словом «анкер» подразумевают крепежное изделие, используемое для фиксации различных предметов на конструкциях из полнотелых твердых материалов – бетона, строительного кирпича, природного камня и др. Для установки такого крепежа следует подготовить отверстие с соответствующими размерами, в котором и будет размещаться болт анкерного типа. Высокая удерживающая способность болта, помещенного в такое отверстие, может обеспечиваться за счет:
- сил трения (анкерные изделия распорного типа);
- склеивающих способностей специального состава (химические анкерные элементы);
- специального упорного элемента, взаимодействующего с внутренними стенками отверстия.
У любого анкера есть распорная часть
Наиболее популярным анкером является крепежный элемент, который благодаря особенностям своей конструкции расклинивается внутри отверстия, обеспечивая тем самым высокую надежность создаваемого соединения. Поверхность таких болтов, изготавливаемых из углеродистой стали, покрывается цинковым составом, который исключает риск возникновения и развития коррозии.
Технические характеристики анкерных болтов
Техническая документация рекомендует проводить монтаж такого крепления в полнотелых твердых материалах, таких как бетон, цельный кирпич, природный камень. В каждом отдельном случае мы должны выбирать болт с гайкой, размеры которого обеспечат нам качественное крепление. Но стоит помнить о том, что во время монтажа при затягивании гайки шпилька подается вперед на некоторое расстояние, в результате иногда эта длина создает помеху при установке изделий, которые мы крепим.
Сегодня в магазинах можно найти крепеж практически любой длины, для различного рода задач. Как правило, начинается линейка анкерных креплений с размера шпильки в 18 миллиметров.
Диаметр втулки обычно начинается с 6,5 миллиметров, это, как правило, самый маленький анкер, постепенно с увеличением длины увеличивается и диаметральное значение, на самом длинном креплении втулка может быть 20 миллиметров в обхвате, и выдерживает такой крепеж достаточно солидные нагрузки. Если вас интересует удерживающая сила такого крепежа, вы можете узнать ее из технической документации, о ней мы говорили ранее.
Как выбрать диаметр сверла?
Характеристики будущей резьбы во многом зависят от свойств металла, в котором она будет нарезаться. Не все материалы одинаково хорошо держат внутреннюю или внешнюю нарезку. Мягкие металлы, такие как медь и алюминий, легко обрабатываются сверлом и метчиком, но при малейшей нагрузке резьба в них деформируется.
Все типы резьбы характеризуются двумя основными параметрами: диаметром и шагом.
Диаметр – это максимальное расстояние между двумя противоположными точками на окружности, ограничивающей отверстие резьбы. Нужно понимать, что резьба имеет рельефную поверхность в разрезе, поэтому ее диаметр будет отличаться в зависимости от того, в какой точке отверстия производить измерения.
Шаг резьбы – это диапазон между соседними витками нарезанной в металле канавки. Чем глубже и рельефнее резьба, тем шаг будет больше. Данный параметр зависит не только от диаметра винта, который будет крепиться в отверстии, но и от условий использования готового изделия: для деталей, подвергающимся высоким нагрузкам, нарезается глубокая, разреженная резьба.
Подбор сверла под резьбу осуществляется исходя из указанных выше параметров. Для того чтобы определить самый подходящий инструмент, используют простую формулу:
Д(с) = Д(р)-Ш, где:
- Д(с) – диаметр сверла;
- Д(р) – планируемый диаметр будущей резьбы;
- Ш – шаг резьбы.
Данная формула дает возможность даже в полевых условиях определить оптимальные параметры отверстия, при которых будет обеспечиваться максимально надежная фиксация соединяемых элементов.
Опытные мастера рекомендуют использовать в работе специально разработанные таблицы, которые позволяют с точностью до десятых долей миллиметра определить диаметр сверла и метчика. Если вы довольно часто занимаетесь работами по нарезке резьбы, то такая таблица, распечатанная и ламинированная, всегда будет под рукой (рис. 1). В первом столбце указан диаметр резьбы (от 2 до 48 мм), а в следующих – варианты значений шага и диаметра сверла. Значения охватывают большой диапазон данных и пригодятся как домашнему мастеру, так и высококвалифицированному специалисту.
Нарезка резьбы проводится одним из двух способов. Первый из них предполагает проделывание отверстия в металле одновременно с созданием спиральных канавок. Такой способ подходит не во всех ситуациях и требует наличия мощного оборудования: сверлильного станка, который смог бы за один проход сделать всю работу. Второй способ применяется в домашних условиях. Для того чтобы сделать резьбу таким методом, в металле предварительно высверливается отверстие, и только после этого метчиком нарезают резьбу. В последнее время в строительных магазинах можно найти комбинированные сверла под резьбу, с их помощью одновременно и проделывают отверстие, и нарезают канавки.
Для того чтобы резьба, нарезанная в металле, была надежной, качественной и ровной, специалисты рекомендуют соблюдать при работе ряд правил:
- Использовать только острые инструменты, так как проржавевший метчик или сверло легко ломаются, работать с ними трудно и долго. Извлечь такой инструмент из отверстия будет намного сложнее, чем приобрести новый. Также не стоит искушать себя низкой ценой сверл и метчиков неизвестных производителей, поскольку купив их вы не только испортите изделие, но и рискуете нанести себе травмы.
- Не забывать периодически смазывать инструмент во время работы. Сделать это можно при помощи нескольких капель машинного масла или керосина. Особенно большую роль играет смазка при работе с вязкими металлами, например – алюминием. Она не позволяет стружке прилипать к рабочей поверхности и охлаждает сверло.
- Ключевое правило – оптимальный подбор диаметра отверстия. В случаях слишком большого выбранного диаметра крепежный элемент будет болтаться в месте монтажа, что повлечет за собой излишние вибрации изделия. В узкое отверстие тяжело ввинтить метчик, что сильно усложняет и без того трудную работу.
- Основные параметры отверстия должны зависеть от его функционального предназначения. Если к месту соединения не будет прилагаться излишняя нагрузка, то допускается делать его всего на 5% меньше, чем диаметр будущей резьбы. Так вы облегчите нарезку канавок, не сильно жертвуя качеством соединения.
Сам процесс создания резьбы довольно прост. После того, как отверстие в металле готово, в него вставляют метчик, зажимают его в вороток и с силой вворачивают по часовой стрелке. После каждого полного оборота необходимо проделывать пол оборота в обратном направлении. В процессе этого действия стружка металла откалывается, что способствует более чистой нарезке.
Как выполняется крепление на ненадежных поверхностях
Очень часто возникает необходимость крепления предметов на ненадежных поверхностях, к числу которых относятся стены из гипсокартона, строительные конструкции в старых кирпичных домах и др. При выполнении крепления на таких поверхностях следует придерживаться следующих рекомендаций.
- Дюбельные элементы лучше выбирать из нейлона, при этом их диаметр должен составлять 10–12 мм. Диаметр победитового сверла, при помощи которого будет выполняться отверстие под крепеж, должен быть на 2 мм меньше, чем поперечный размер выбранного дюбеля.
- Сверление необходимо выполнять за один прием, не меняя сверла, при этом не следует использовать ударный режим, чтобы не разрушить стенки формируемого отверстия.
Закрепление предметов на гипсокартоных стенах с помощью дюбеля-бабочки
Для выполнения надежного крепежа важно учесть состояние поверхностей, правильно выбрать режущий инструмент и грамотно осуществить сам процесс сверления
Важными параметрами, которые также следует принимать во внимание, являются габариты и вес закрепляемого предмета. Кроме того, необходимо правильно подобрать саморез к дюбелю, чтобы обеспечить надежное крепление предмета на поверхности стены или любой другой строительной конструкции. Сверло – это инструмент режущего типа, предназначенный для изготовления отверстий
Механизм работы сверла прост – изделие вращается вокруг своей продольной оси и при этом подается вперед, врезаясь в материал. Спиральная конфигурация сверла обеспечивает удаление отходов из рабочей зоны и при этом способствует охлаждению оснастки
Сверло – это инструмент режущего типа, предназначенный для изготовления отверстий. Механизм работы сверла прост – изделие вращается вокруг своей продольной оси и при этом подается вперед, врезаясь в материал. Спиральная конфигурация сверла обеспечивает удаление отходов из рабочей зоны и при этом способствует охлаждению оснастки.
Размер гайки и основные виды гаек
Выделяют несколько основных разновидностей гаек:
- Шестигранная или плоская гайка: универсальная деталь общего назначения.
- Контргайка: используется в целях усиленной безопасности, когда гайка не должна ослабевать из-за
вибрации или других постоянных нагрузок.
- Коническая гайка: используется для центрирования объектов.
- Пазовая или корончатая гайка: используется вместе со шплинтом на предметах, которые поворачиваются или скручиваются.
- Колпачковая гайка: используется для придания законченного вида путем закрытия конца резьбы.
- Барашковая гайка: используется при ручной затяжке соединения.
Расчет нагрузки на болт
Маркировка головки болта обычно содержит следующие данные:
- клеймо завода изготовителя (JX, THE, L, WT, и т.п.);
- класс прочности;
- стрелка «против часовой стрелки» (если левая резьба).
Первая цифра обозначает номинальное временное сопротивление (предел прочности на разрыв): 1/100 Мпа (1/100 Н/мм²;
1/10 кг/мм²). Пример: (класс прочности 9.8) 9*10=900 Мпа (900 Н/мм²; 91,71 кг/мм²).
Вторая цифра обозначает процентное отношение предела текучести к временному сопротивлению (пределу прочности на разрыв): 1/10%. Пример: (класс прочности 9.8) 9*8=720 Мпа (720 Н/мм²; 73,37 кг/мм²).
Значение предела текучести — это максимально допустимая рабочая нагрузка болта, при превышении которой происходит невосстанавливаемая деформация. При расчётах нагрузки используют 1/2 или 1/3 от предела текучести, с двукратным или трёхкратным запасом прочности соответсвенно.
Примеры текучести материала
Примером может послужить обычная кухонная вилка. Изогнув её в одном направлении, можно получить совершенно другой предмет, значит нарушилась ее текучесть, что привело к деформации. Материал при этом только деформировался, но не сломался, что свидетельствует о большой степени упругости стали. Вывод: максимальная прочность намного выше текучести.
Другое кухонное оборудование, например нож, сломается при попытках изменить его форму. Вывод: у ножа одинаковая сила текучести и прочности, такое изделие можно назвать хрупким, несмотря на то, что оно изготовлено из стали.
Процент удлинения — это среднестатистический показатель, который демонстрирует длину деформированной детали еще до начало поломки. Образно, можно называть такого рода болты гибкими, имея ввиду именно способность к удлинению.
Техническая терминология на этот счет довольно простая: относительное удлинение — это не что иное, как процент увеличения образца по сравнению с первоначальным размером.
Основные правила установки дюбелей
Существуют некоторые тонкости работы, которые позволят правильно подобрать сверло под дюбель. Как их соблюдать:
- Длина сверла должна быть больше дюбеля на 3 мм. Это делается для достаточной глубины отверстия: оно может забиться пылью или остатками материала, и тогда дюбель не войдет в него полностью.
- Для удобства подготовки отверстия большого диаметра стоит использовать сначала сверло меньшего размера. Например, необходимо вкрутить саморезы Ø10. Тогда для подбора дюбеля под сверло, как видно из таблицы, используются отверстие и деталь Ø12. Отверстие получают рассверливанием буром Ø10, затем меняя его на Ø12. Такой способ позволяет получить нужный диаметр с ровными краями.
- Для крепления легких предметов следует использовать дюбеля малого диаметра и длины, с увеличением веса и габарита объектов должен увеличиваться и размер дюбеля.
- При забивании дюбель-гвоздя в стену следует вынимать из него шуруп.
- Для качественного и легкого сверления лучше выбирать победитовые буры.
Используя эти нехитрые рекомендации, вы без проблем сможете подобрать нужный вариант дюбеля под сверло.
- 1 Основные принципы
- 2 Крепеж легких предметов
- 3 Крепление изделий, имеющих средний вес
- 4 Крепление тяжеловесных предметов
- 4.1 Типы анкерных болтов
- 5 Крепление к ненадежной поверхности
- 6 Видео
В процессе проведения многих видов работ требуется просверлить отверстие под дюбель. Ввиду этого предлагаем вам ознакомиться с информацией о том, как подобрать сверло под дюбель. Так, ознакомившись с этой информацией вы сможете повесить много разных аксессуаров, таких как картины, полочки, кухонные шкафчики, багеты, фотографии и т. д. Оттого насколько правильно подобрать сверло под дюбель будет зависеть надежность крепления вышеупомянутых предметов.
Читать также: Активная фреза для мотоблока своими руками
Размеры под ключ шестигранных гаек и головок болтов
Размеры под ключ шестигранных гаек и головок болтов
| Обозначение резьбы (d) | Размер под ключ (S), мм | ||
| Нормальный размер под ключ | Уменьшенный размер под ключ | Увеличенный размер под ключ | |
| М1 | 3.2 | — | — |
| М1.2 | 3.2 | — | — |
| М1.4 | 3.2 | — | — |
| М1.6 | 3.2 | — | — |
| М2 | 4 | — | — |
| М2.5 | 5 | — | — |
| М3 | 5.5 | — | — |
| М4 | 7 | — | — |
| М5 | 8 | — | — |
| М6 | 10 | — | — |
| М7 | 11 | — | — |
| М8 | 13 | 12 | — |
| М10 | 16, 17 | 14 | — |
| М12 | 18, 19 | 16, 17 | 21, 22 |
| М14 | 21, 22 | 18, 19 | 24 |
| М16 | 24 | 21, 22 | 27 |
| М18 | 27 | 24 | 30 |
| М20 | 30 | 27 | 32, 34 |
| М22 | 32, 34 | 30 | 36 |
| М24 | 36 | 32, 34 | 41 |
| М27 | 41 | 36 | 46 |
| М30 | 46 | 41 | 50 |
| М33 | 50 | 46 | 55 |
| М36 | 55 | 50 | 60 |
| М39 | 60 | 55 | 65 |
| М42 | 65 | 60 | 70 |
| М45 | 70 | 65 | 75 |
| М48 | 75 | — | 80 |
| М52 | 80 | — | — |
| М56 | 85 | — | — |
| М60 | 90 | — | — |
| М64 | 95 | — | — |
| М68 | 100 | — | — |
| М72 | 105 | — | — |
| М76 | 110 | — | — |
| М80 | 115 | — | — |
| М85 | 120 | — | — |
| М90 | 130 | — | — |
| М95 | 135 | — | — |
| М100 | 145 | — | — |
| М105 | 150 | — | — |
| М110 | 155 | — | — |
| М115 | 165 | — | — |
| М120 | 170 | — | — |
| М125 | 180 | — | — |
| М130 | 185 | — | — |
| М140 | 200 | — | — |
| М150 | 210 | — | — |
tekhnar.ru
Технология нарезания резьбы в отверстиях
Перед началом формирования резьбовых канавок с помощью инструмента сверлится отверстие. В зависимости от конструктивных особенностей оно может быть сквозным или глухим. Сверло сконструировано так, что винтовая поверхность выводит основную часть стружки. Но следует помнить, что внутри может оставаться определенная часть остатков от сверления. Поэтому, если позволяет масса и внешние параметры, производят вытряхивание на специальные уловители.
На громоздких изделиях подобные операции выполнить трудно, поэтому выдувают струей сжатого воздуха.
Внимание! Органы зрения и дыхания должны быть защищены от продуктов, которые могут оказаться внутри отверстий. Начинающие мастера часто интересуются, какой диаметр должен быть в отверстии, где требуется нарезать резьбу
Самое простое – это воспользоваться формулой:
Начинающие мастера часто интересуются, какой диаметр должен быть в отверстии, где требуется нарезать резьбу. Самое простое – это воспользоваться формулой:
Dотв = 0,8·М, мм,
здесь Dотв – диаметр отверстия, мм; М – размер метрической резьбы по номеру.
Для большинства металлов подобное определение будет достаточным. Возможно, потребует приложить несколько большее усилие при выполнении работы, но результат будет удовлетворительным.
Например, для М6 нетрудно подсчитать по приведенной формуле требуемое значение сверла по металлу. Оно получится равным Dотв = 6 · 0,8 =4,8 мм.
Для более точного определения используют специальные таблицы.
Таблица 1: Размеры отверстий для нарезания метрической резьбы
| Номи-нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| М4 | 0,70 | 3,393 | 3,323 | 3,3 | 0,50 | 3,567 | 3,517 | 3,5 |
| М5 | 0,80 | 4,307 | 4,227 | 4,2 | 0,50 | 4,567 | 4,517 | 4,5 |
| М6 | 1,00 | 5,133 | 5,033 | 5,0 | 0,75 | 5,350 | 5,275 | 5,3 |
| М7* | 1,00 | 6,133 | 6,033 | 6,0 | 0,80 | 6,307 | 6,227 | 6,2 |
| М8 | 1,25 | 6,917 | 6,792 | 6,8 | 1,00 | 7,133 | 7,033 | 7,0 |
| М9* | 1,25 | 7,917 | 7,792 | 7,8 | 1,00 | 8,133 | 8,033 | 8,0 |
| М10 | 1,50 | 8,700 | 8,550 | 8,6 | 1,25 | 8,917 | 8,792 | 8,8 |
| М11* | 1,50 | 9,700 | 9,550 | 9,6 | 1,00 | 10,133 | 10,033 | 10,0 |
| М12 | 1,75 | 10,484 | 10,309 | 10,3 | 1,50 | 10,700 | 10,550 | 10,6 |
| М13* | 1,75 | 11,484 | 11,309 | 11,3 | 1,50 | 11,700 | 11,550 | 11,6 |
| М14 | 2,00 | 12,267 | 12,067 | 12,1 | 1,50 | 12,700 | 12,550 | 12,6 |
| М15* | 2,00 | 13,267 | 13,067 | 13,1 | 1,75 | 13,484 | 13,309 | 13,3 |
| М16 | 2,50 | 13,834 | 13,584 | 13,6 | 1,50 | 14,700 | 14,550 | 14,6 |
| М18 | 2,50 | 15,834 | 15,584 | 15,6 | 1,50 | 16,700 | 16,550 | 16,6 |
| М20 | 2,50 | 17,834 | 17,584 | 17,6 | 1,50 | 18,700 | 18,550 | 18,6 |
| М22 | 2,50 | 19,834 | 19,584 | 19,6 | 2,00 | 20,267 | 20,067 | 20,1 |
| М24 | 3,00 | 21,400 | 21,100 | 21,1 | 2,00 | 22,267 | 22,067 | 22,1 |
| М25* | 3,00 | 22,400 | 22,100 | 22,1 | 2,00 | 23,267 | 23,067 | 23,1 |
| М27 | 3,00 | 24,400 | 24,100 | 24,1 | 2,00 | 25,267 | 25,067 | 25,1 |
| М30 | 3,50 | 26,967 | 26,617 | 26,6 | 2,50 | 27,834 | 27,584 | 27,6 |
| М33 | 3,50 | 29,967 | 29,617 | 29,6 | 2,50 | 30,834 | 30,584 | 30,6 |
| М36 | 4,00 | 32,534 | 32,134 | 32,1 | 3,00 | 33,400 | 33,100 | 33,1 |
| М39 | 4,00 | 35,534 | 35,134 | 35,1 | 3,00 | 36,400 | 36,100 | 36,1 |
| М40* | 4,00 | 36,534 | 36,134 | 36,1 | 3,00 | 37,400 | 37,100 | 37,1 |
| М42 | 4,50 | 38,100 | 37,650 | 37,7 | 3,50 | 38,967 | 38,617 | 38,6 |
| М45 | 4,50 | 41,100 | 40,650 | 40,7 | 3,50 | 41,967 | 41,617 | 41,6 |
| М48 | 5,00 | 43,667 | 43,167 | 43,2 | 4,00 | 44,534 | 44,134 | 44,1 |
* – специальные типы резьбы.
Таблица 2: Размеры отверстий для нарезания дюймовой резьбы
| Номи- нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| 1/16″ | 0,40 | 1,203 | 1,163 | 1,2 | 0,30 | 1,328 | 1,298 | 1,3 |
| 1/12″ | 0,50 | 1,636 | 1,586 | 1,6 | 0,45 | 1,727 | 1,682 | 1,7 |
| 1/8″ | 0,60 | 2,598 | 2,538 | 2,5 | 0,50 | 2,742 | 2,692 | 2,7 |
| 1/10″ | 0,65 | 1,915 | 1,850 | 1,9 | 0,55 | 2,063 | 2,008 | 2,0 |
| 1/6″ | 0,70 | 3,561 | 3,491 | 3,5 | 0,50 | 3,753 | 3,703 | 3,7 |
| 3/16″ | 1,00 | 3,801 | 3,701 | 3,7 | 0,80 | 4,069 | 3,989 | 4,0 |
| 1/4″ | 0,75 | 5,629 | 5,554 | 5,6 | 0,75 | 5,700 | 5,625 | 5,6 |
| 5/16″ | 0,95 | 7,024 | 6,929 | 6,9 | 0,80 | 7,244 | 7,164 | 7,2 |
| 3/8″ | 1,10 | 8,468 | 8,358 | 8,4 | 0,95 | 8,702 | 8,607 | 8,6 |
| 7/16″ | 1,30 | 9,863 | 9,733 | 9,7 | 1,10 | 10,159 | 10,049 | 10,0 |
| 1/2″ | 1,55 | 11,210 | 11,055 | 11,1 | 1,34 | 11,539 | 11,405 | 11,4 |
| 9/16 | 1,60 | 12,750 | 12,590 | 12,6 | 1,40 | 13,074 | 12,934 | 12,9 |
| 3/4″ | 1,65 | 17,464 | 17,299 | 17,3 | 1,50 | 17,750 | 17,600 | 17,6 |
| 1″ | 2,54 | 22,959 | 22,705 | 22,7 | 1,89 | 23,762 | 23,573 | 23,6 |
| 1 1/4″ | 3,25 | 28,627 | 28,302 | 28,3 | 2,80 | 29,324 | 29,044 | 29,0 |
| 1 1/2″ | 4,25 | 34,015 | 33,590 | 33,6 | 3,72 | 34,876 | 34,504 | 34,5 |
| 1 3/4″ | 5,20 | 39,452 | 38,932 | 38,9 | 4,35 | 40,680 | 40,245 | 40,2 |
| 2″ | 6,34 | 44,707 | 44,073 | 44,1 | 5,64 | 45,913 | 45,349 | 45,3 |
Процесс нарезания
диаметры отверстий для резьбы в зависимости от вида металла
Перед тем, как приступить к нарезке, следует с помощью свёрл проделать в заготовке отверстие. Диаметр отверстия от сверла должен совпадать с внутренним размером резьбы. Когда размер сделанного свёрлами отверстия подобран неправильно, можно сломать инструмент или канавки получатся некачественными.
Например, при нарезке М5 (диаметр канавки составляет 5 мм) следует выбирать сверло под отверстие 4,2 миллиметра. Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Формула вычисления диаметра отверстия при работе с трехпроходными метчиками:
До=Дм * 0,8;
здесь: Дм — диаметр метчика.
| Тип | Диаметр | Шаг |
| М1 | 0,75 | 0,25 |
| М1,2 | 0,95 | 0,25 |
| 1,4 | 1,1 | 0,3 |
| 1,7 | 1,3 | 0,36 |
| 2,6 | 1,6 | 0,4 |
| 2,8 | 1,9 | 0,4 |
| М3 | 2,1 | 0,46 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,1 | 0,8 |
| М6 | 4,9 | 1 |
| М8 | 6,7 | 1,25 |
| М10 | 8,4 | 1,5 |
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца
Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 1\2 оборота по ходу чередуется с 1\4 оборота против хода винта для разрушения стружки
| Резьба в дюймах | Наружный Д, мм | Диаметр, в мм | Шаг, мм |
| 1\8″ | 2,095 | 0,74 | 1,058 |
| 1\4″ | 6,35 | 4,72 | 1,27 |
| 3\16″ | 4,762 | 3,47 | 1,058 |
| 5\16″ | 7,938 | 6,13 | 1,411 |
| 7\16″ | 11,112 | 8,79 | 1,814 |
| 3\8″ | 9,525 | 7,49 | 1,588 |
Таблица 2. Диаметры отверстия под дюймовые резьбы







