Особенности отдельных видов резьбы по металлу
Содержание:
- Возможные проблемы и сложности
- Резьба цилиндрическая трубная
- Обозначение резьбы на чертеже
- Соответствие двух систем обозначений
- Применение
- Основные параметры резьбы
- Принципы обозначения
- — 24 Comments —
- Резьба трубная. Классификация, обозначение
- Технология нарезания внутренней резьбы
- Виды резьбы
- Виды дюймовых резьб
- Способы нарезки
- Диаметры резьбы
Возможные проблемы и сложности
При нарушении технологии использования или из-за износа устройства при нарезке резьбы могут ломаться. Такая ситуация всегда перерастает в трудноразрешимую проблему. Изготавливаются метчики из лучших марок сталей. Поэтому высверлить оставшуюся в отверстии часть сломанного инструмента стандартным сверлом невозможно.
Таким образом, допускать поломки инструмента нельзя. Чтобы такого не случилось, во время работы следует соблюдать следующие правила:
- отверстие в заготовке нужно сверлить достаточно большое;
- во время работы нельзя допускать перекосов;
- к воротку не стоит прикладывать слишком большие усилия;
- нельзя забывать делать обратный половинный оборот для удаления стружки.
Высверлить сломавшийся фрагмент инструмента из отверстия невозможно. Но для его извлечения можно применить инструмент экстрактор. Его шпильки заводятся в канавки и зажимаются с другой стороны в цилиндрической оправке. Проворачивая оправку воротком, можно аккуратно выкрутить оставшийся в отверстии фрагмент. Также для извлечения обломков из заготовок может использоваться точечная сварка или метод вытравливания кислотой.
Другой проблемой использования метчиков является их слишком быстрый износ. Происходит так, когда во время работы в зону резания подается недостаточное количество СОЖ. Сильно изнашивается приспособление и при недостаточно высокой скорости нарезки.
В некоторых случаях поверхность выполненной резьбы может получаться рваной. Так происходит или из-за слишком высокой скорости нарезки, или из-за того, что на режущей кромке инструмента образовался нарост.
Чтобы избежать образования наростов, метчики для работы следует выбирать правильно. Для мягких материалов полагается использовать устройства без покрытия, для нержавеющих сталей – с покрытием типа V. Образовываться нарост может и из-за низкой скорости резания или недостаточного подвода СОЖ.
Резьба цилиндрическая трубная
Согласно положениям ГОСТа 6357-81 профиль резьбы трубной цилиндрической совпадает с профилем ранее рассмотренной дюймовой резьбы. Используется не только в самих трубах, но и в сопрягаемых элементах трубного типа (тройниках, муфтах, сгонах и т.д.). При этом нужно знать один важный момент. Заключается он в следующем: нарезка резьбы осуществляется на трубах с диаметром не больше 6″. Изделия с диаметром, превышающим 6 дюймов, обычно свариваются, что обеспечивает более высокий уровень герметичности и надежности.
Особенности
Одной из особенностей резьбы цилиндрической трубной является требование выполнения ее с закруглениями. Объясняется это видом наиболее часто транспортируемых веществ – обычно это жидкости. Скругление гребней и впадин призвано упростить герметизацию соединений. На острых вершинах все наиболее популярные уплотнительные материалы – и лен, и даже лента-герметик – при плотном затягивании режутся. А если создавать резьбовые соединения без применения краски, они обычно протекают.
Впрочем, в ГОСТе 6357-81 по этому поводу имеется одна оговорка. Звучит она так: выполнение внутренней резьбы цилиндрической трубной с плоским срезами допускается, когда возможность сопряжения с резьбой конической наружной исключена.
Обозначение резьбы на чертеже
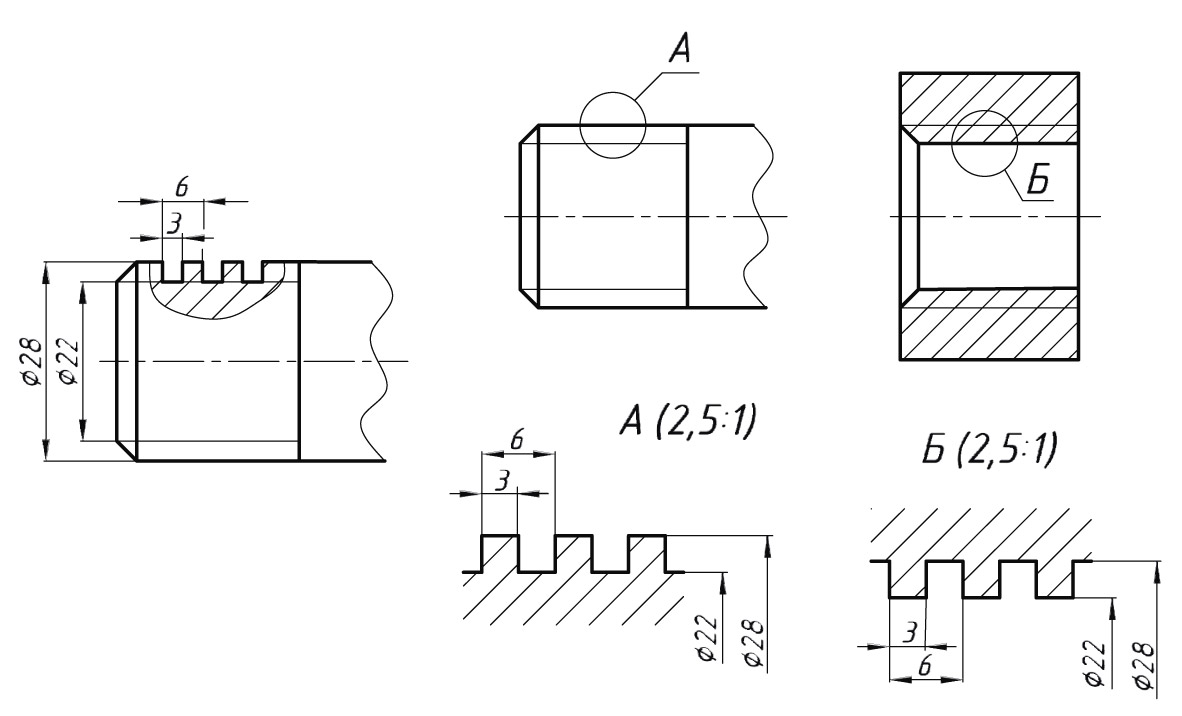
Резьба на чертеже изображается не так, как мы ее видим, а упрощенно (условно) в соответствии с правилами стандарта ГОСТ 2.311-68 ЕСКД. Изображение резьбы. Независимо от профиля резьбы ее условное изображение всегда одинаково.
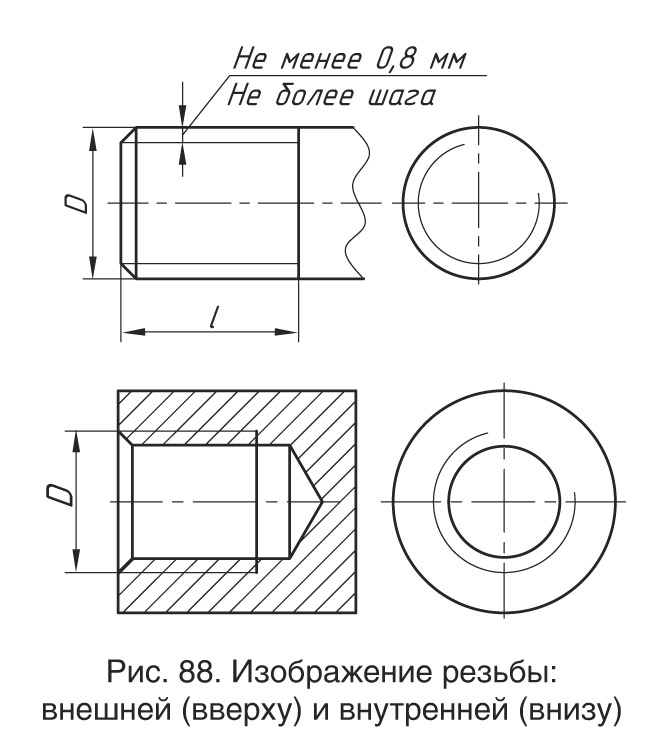 На внешней поверхности (на стержне) по наружному диаметру резьбу изображают сплошными толстыми основными линиями, по внутреннему диаметру — сплошными тонкими линиями (рис. 88). На виде слева резьбу показывают сплошной тонкой линией в виде дуги, примерно равной 3/4 окружности.На внутренней поверхности (в отверстии) резьбу показывают сплошными толстыми основными линиями по внутреннему диаметру и сплошными тонкими — по наружному (см. рис. 88).Сплошную тонкую линию проводят на расстоянии не менее 0,8 мм от основной линии и не более величины шага резьбы.Штриховку в разрезах доводят до линии наружного диаметра резьбы на стержне и до линии внутреннего диаметра в отверстии.
На внешней поверхности (на стержне) по наружному диаметру резьбу изображают сплошными толстыми основными линиями, по внутреннему диаметру — сплошными тонкими линиями (рис. 88). На виде слева резьбу показывают сплошной тонкой линией в виде дуги, примерно равной 3/4 окружности.На внутренней поверхности (в отверстии) резьбу показывают сплошными толстыми основными линиями по внутреннему диаметру и сплошными тонкими — по наружному (см. рис. 88).Сплошную тонкую линию проводят на расстоянии не менее 0,8 мм от основной линии и не более величины шага резьбы.Штриховку в разрезах доводят до линии наружного диаметра резьбы на стержне и до линии внутреннего диаметра в отверстии.
Чтобы указать резьбу на чертеже, к ее изображению добавляют надпись в виде условного обозначения.
В чем заключается отличие условного изображения резьбы на стержне от условного обозначения резьбы в отверстии?
 Трубная цилиндрическая резьба и ее обозначение
Трубная цилиндрическая резьба и ее обозначение
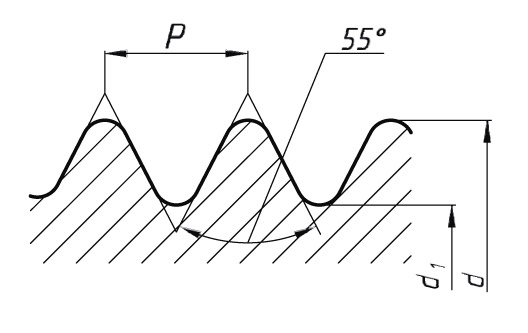
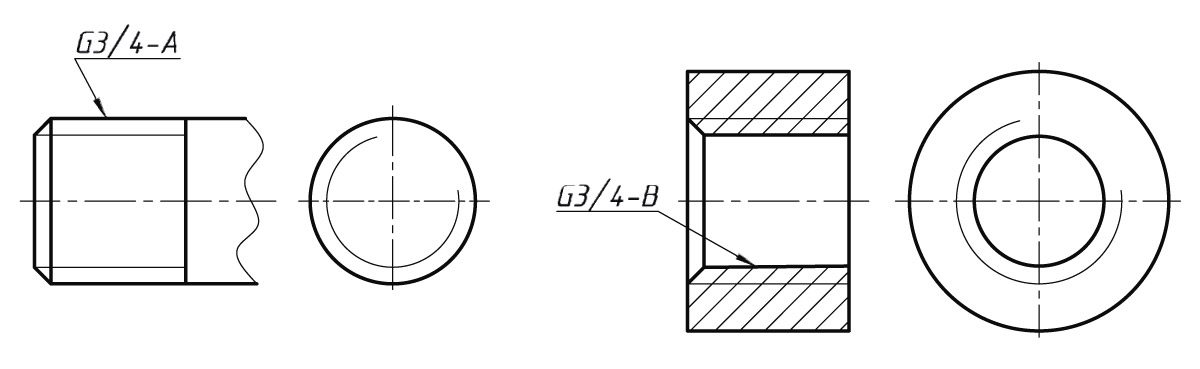
Профилем трубной цилиндрической резьбы является равносторонний треугольник с углом 55° при вершине. Вершины выступов и впадин закруглены. Эту резьбу применяют для соединения труб и других деталей арматуры трубопроводов.
Основные размеры трубной цилиндрической резьбы условно обозначаются в дюймах (1″ = 25,4 мм).
В условное обозначение трубной цилиндрический резьбы входят: буква G, обозначение размера трубы в дюймах и класс точности, например G3/4−А.
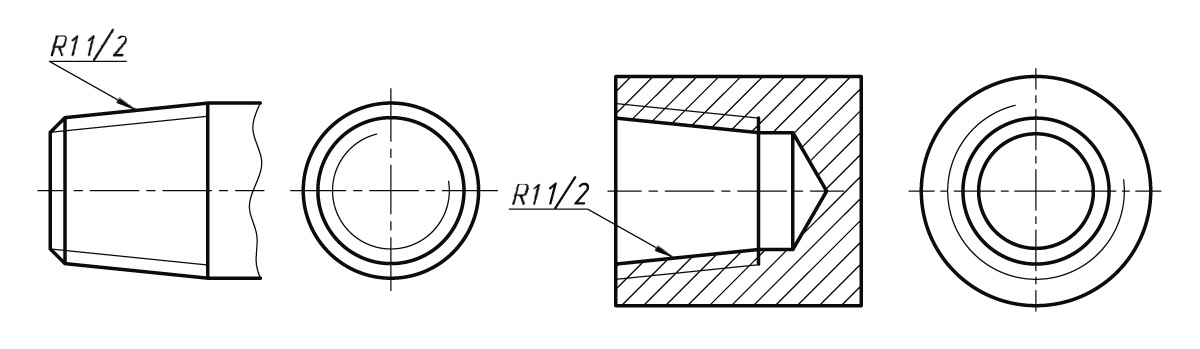
Профиль трубной конической резьбы − равнобедренный треугольник с углом при вершине 55°. Вершины и впадины профиля закруглены. Применяется в конических резьбовых соединениях, в соединениях наружной конической резьбы с внутренней цилиндрической резьбой.
В условное обозначение трубной конической резьбы входят: буква R, размер трубы в дюймах, например Rс1½.
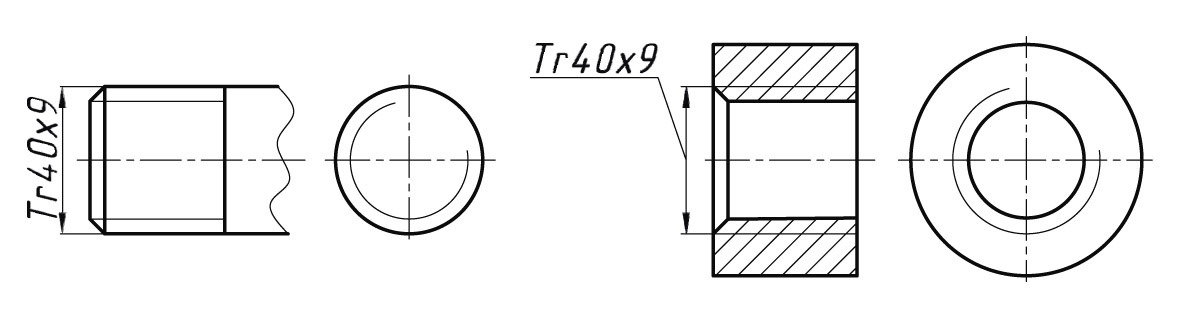
Трапецеидальная резьба и ее обозначение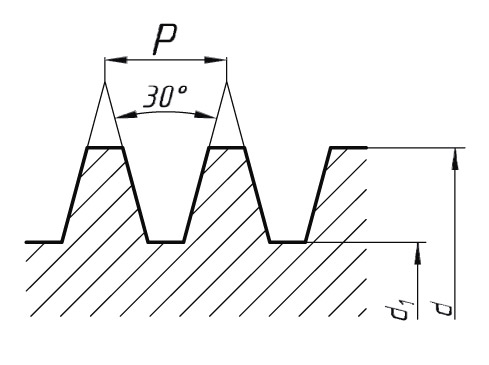
Профиль трапецеидальной резьбы — равнобокая трапеция с углом между боковыми сторонами 30°. Служит для передачи движения в винтовых механизмах, ходовых винтах станков и т. д.
Трапецеидальную резьбу обозначают буквами Tr, номинальным диаметром и шагом, например: Tr40×9.
Упорная резьба и ее обозначение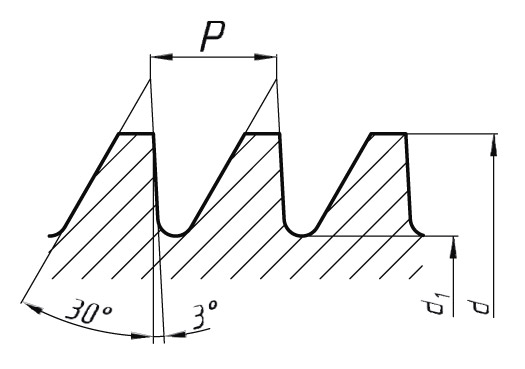
Профиль упорной резьбы неравнобокая трапеция. Впадины профиля закруглены. Применяется при больших нагрузках (струбцины, прессы, домкраты и т. д.).
В условное обозначение однозаходной упорной резьбы входят: буква S, номинальный диаметр в миллиметрах и шаг. Например, S80×10 — резьба упорная S номинальным диаметром 80 мм, шагом резьбы 10 мм.
Прямоугольная резьба и ее обозначение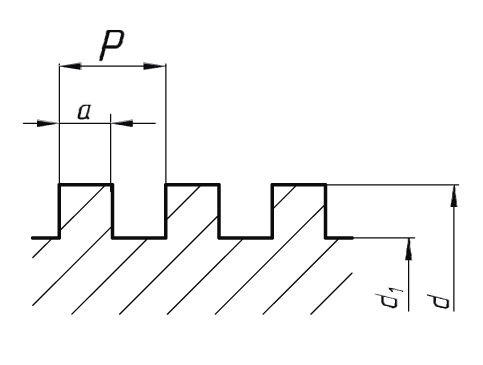
Профилем прямоугольной резьбы является прямоугольник. Изображается с нанесением размеров, необходимых для изготовления резьбы: наружный и внутренний диаметры, форма профиля, шаг. Применяется в соединениях, при которых самоотвинчивание силовых элементов сведено к минимуму. Например, в ходовых и грузовых винтах (домкрат, пресс), лабораторных регулировочных элементах и т.д.
Соответствие двух систем обозначений
В водяных и газовых системах широко используют трубы из стали. Их габариты показывают целыми величинами или их долями. Например, диаметр трубного изделия размером в 1 дюйм в мм будет равняться 33,5, а диаметр трубного изделия в 2 дюйма в мм отвечает 67.
 Это конечно не соответствует заявленным 25,4 и 50 мм. При прокладке арматуры с дюймовыми обозначениями к изделиям в 1 и 2 inch сложностей не возникает, но замена на пластиковые и медные изделия требует учета несоответствия в обозначениях.
Это конечно не соответствует заявленным 25,4 и 50 мм. При прокладке арматуры с дюймовыми обозначениями к изделиям в 1 и 2 inch сложностей не возникает, но замена на пластиковые и медные изделия требует учета несоответствия в обозначениях.
Зачем все так усложняют? Дело в том, что для образования потока жидкости важно учесть внутренний размер. По этим причинам стали указывать именно этот показатель 1дюймовых, 2дюймовых и всех остальных трубопрокатных материалов. Самыми точными считают показатели в величинах условного прохода
Самыми точными считают показатели в величинах условного прохода.
Условный проход 1дюймового, 2дюймового и остального трубного сортамента равняется габаритам просвета. Для обозначения метрического размера 1 дюймового, 2 дюймового и любого другого трубопровода, рекомендуют использовать таблицы.
Точные определения – формула для расчета
Эти знания нужны, чтобы вычислить количество транспортируемой среды
Это очень важно для отопительных систем. Например, когда необходимо проложить систему обогрева, нужно определить и рассчитать размер сортамента в сечении, чтобы все жилье прогревалось равномерно. Как точно определить сечение каждой трубы в таких величинах, как дюймы может подсказать формула: D = sqrt ((314∙Q)/ (V∙DT))
Как точно определить сечение каждой трубы в таких величинах, как дюймы может подсказать формула: D = sqrt ((314∙Q)/ (V∙DT)).
В ней:
- D – внутренний объем трубопроката;
- Q — это поток тепла, который определяют в кВт;
- V обозначает быстроту носителя тепла, ее определяют в м/с;
- DT – это различие температурных показателей, на входе и выходе сети;
- sqrt – квадратный корень.
Что такое дюймовый объем
Расшифровка диаметра труб, предоставленного в дюймах простая. Их часто измеряют в этих величинах. Такая одна единица равняется 3,35 см. Уже указывалось, расшифровка этой величины имеет расхождения, и связано это с тем, что сортамент меряют не по внешнему объему, а по внутреннему. Так, например, внутренний габарит дюймовой трубной заготовки может быть разным: от 2,55 до 2,71 см. Эта величина меняется в зависимости от толщины стенки.
Труба с размером в 1 inch имеет наружный диаметр в 25,4 мм, труба, имеющая 2 inch, в метрическом измерении равняется 50 миллиметрам. Откуда же в технических параметрах трубной цилиндрической резьбы берут цифры 33,249 и 66,498?
Эта резьбы на 1 и 2 дюймовых изделиях выполняется на внешнем объеме. Поэтому, соотношение диаметра резьбы к внутреннему объему является условным. Исходя из этого, габариты 1 и 2 дюймового трубопроката исчисляют путем сложения величины 25, 4 или 50 с двумя толщинами стенок трубного изделия.
Так же выполняя расшифровку, нельзя забывать о том, что стандарты у разных фирм – производителей разные, все они ориентируются на свои собственные показатели.
Если своими силами такую расшифровку выполнить трудно, то следует обратиться за помощью к профессионалам. Они окажут эффективную помощь при выборе нужных изделий.
Соответствие метрических и дюймовых параметров
Все трубные изделия изготовляют по определенному стандарту, и показатель давления является фиксированной величиной. Поэтому нужно точно знать соответствие Ø всех труб, показанных в дюймах и мм. Игнорируя это соответствие, нельзя правильно выбрать трубопрокатный сортамент.
Как применяется такое соответствие в быту, можно узнать в предоставленной ниже таблице:
| Величина метрическая | Величина в дюймах |
| 15 | ½ |
| 20 | ¾ |
| 25 | 1 |
| 50 | 2 |
| 80 | 3 |
| 100 | 4 |
| 150 | 6 |
Применяя эти сведения, можно точно определить соответствие двух видов измерений габаритов, и взять для работы детали, точно соответствующие друг другу.
Дюймовое выражение размера
Если рассмотреть эти размеры на конкретных примерах соответствий Ду, то они будут выглядеть следующим образом:
- Диаметр стандартной трубы на 12 inch равен 300.
- Диаметр трубного изделия 3 inch – это 80.
- 8 дюймовый диаметр стандартного трубопроката приравнивается к 200.
- Диаметр стандартного трубопроката, на 32, при переводе в дюймы показывают как 1 ¼
- Диаметр трубопроката 40 мм в inch прописывают 1 ½
- Ø стандартной трубы на 15 в дюймах выражен числом ½
- Ø стандартного изделия на 4 дюйма в переводе на метрический равняется 100.
- Ø трубопроката на 3/ 4 дюйма в метрическом переводе равняется 20.
- Ø стандартного трубопроката на 1/2 дюйма в метрическом переводе показывает число 15.
Применение
Метрическая резьба широко распространена в странах бывшего советского союза. Используется для нанесения как на внутренние, так и наружные плоскости крепежных элементов. Обычно применяется для крепежа металлоконструкций различного типа. Для этих целей изготавливаются разнообразные болты (анкерные и обычные) и другие типы крепежей. Особо назначение она нашла в машиностроении, возведении инженерных коммуникаций, особенно в сантехнической сфере. Большинство фитингов для труб и емкостей производятся с нанесением резьбы такого типа.
Чаще всего такой тип резьбы наносится на предметы цилиндрической формы. Но в некоторых случаях, когда нужно добиться герметичности, используют коническую форму. Такая форма, с нанесенной метрической резьбой, позволяет добиться максимальной герметичности, даже без использования дополнительных уплотнительных средств. Чаще всего применяется для монтажа трубопроводов.
Читать также: Как сплести лумигуруми сову
Основные параметры резьбы
- наружный (номинальный) диаметр резьбы d,D — диаметр воображаемого цилиндра или конуса, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы;
- внутренний диаметр резьбы — диаметр воображаемого цилиндра или конуса, описанного вокруг впадин наружной резьбы или вершин внутренней резьбы;
- профиль резьбы — контур сечения резьбы плоскостью, проходящей через ее ось: треугольный, трапецеидальный, прямоугольный, круглый (например, на рис. 2, профиль треугольный);
угол (угол профиля резьбы) — угол между смежными боковыми сторонами профиля;
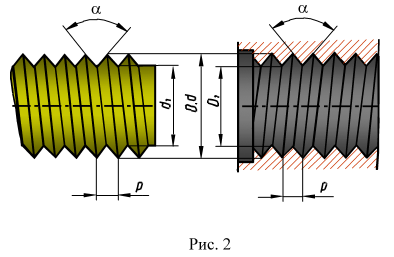
- шаг цилиндрической резьбы Р — расстояние между соседними одноименными боковыми сторонами профиля;
- ход цилиндрической резьбы — расстояние, на которое переместится точка за один полный оборот; в однозаходной резьбе ход равен шагу, в многозаходной — произведению шага Р на число заходов (рис. 3);
- направление резьбы: правое (вращение по часовой стрелке), левое (против часовой стрелки); указывается в условном обозначении резьбы буквами LH;
- поверхность, на которой нарезана резьба — цилиндрическая или коническая.
Принципы обозначения
Обозначение резьбы на чертежах выполняется по следующим правилам.
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.
Наружный и внутренний виды резьбы
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
— 24 Comments —
Добрый день. Подскажите, а что это за коэффициент угла резца? Как его рассчитать для других резьб. Для трапецидальной например.
Вам его не нужно рассчитывать, достаточно просто знать глубину резьбы и указывать ее в микрометрах в цикле. Все остальное это усложнения…
Добрый вечер! Подскажите пожалуйста как правильно нарезать прямоугольную резьбу М100×16 в разбивку конавочным резцом шириной 5 мм. Это нужно что бы убрать нагрузку со станка. Сильно жидкий китаец.
Здравствуйте! В данном случае необходимо каждый проход прописывать индивидуально! То есть через функцию G33.
Глубина резьбы по радиусу в микронах, без знака, для метрической резьбы действует правило Р = шаг х 0,6; для дюймовой Р = шаг х 0,65
Резьба трубная. Классификация, обозначение
04.09.2017 Резьба относится к основным элементам резьбового соединения и имеет вид спирали, образуемую по винтовой линии на конической/цилиндрической поверхности и имеющая постоянный шаг.
Резьба трубная подразделяется на классы:
1.По форме поверхности: коническая и цилиндрическая
2.По единице измерения диаметра: дюймовая и метрическая
3.По расположению рузьбы: наружная и внутренняя
4.По форме профиля: круглая, треугольная, прямоугольная, трапецеидальная
5.По назначению: ходовая, крепежная, крепежно-уплотнительная и пр.
6.По направлению резьбы: правая и левая
7. По числу заходов: одно и многозаходная
Конусная резьба обеспечивает герметичность и стопорение резьбы без использования дополнительных инструментов. Уплотнение при сопряжении деталей с конической резьбой происходит за счет деформации (сминания) резьбы.
В зарубежной технике наиболее распространен стандарт метрический резьбы ISO. Применимы и другие стандарты, отличающиеся разными системами мер и способом задания размера резьбы в разных странах, а также спецификой сфер применения резьб.
Внутренняя и внешняя резьба совместимы при совпадении шага и номинального диаметра.
Обозначение резьбы, как правило, имеет буквенное обозначение типа резьбы и номинальный ее диаметр. Дополнительно в обозначение могут быть включены шаг резьбы или TPI – число витков на 1 дюйм, для многозаходной резьбы — число заходов, диаметр отверстия под резьбу, левая или правая резьба.
В резьбах, выполненных по стандарту DIN, вперед может быть вынесено обозначение номинального диаметра.
Резьба и ее основные параметры:
• шаг (Р) выражается натуральным числом: 14,17, 19 и 28 и обозначает расстояние между одноименными боковыми сторонами профиля. Шаг измеряется в миллиметрах, в долях дюйма или числом ниток на дюйм в знаменателе обыкновенной дроби, числителем которой является дюйм;
• наружный диаметр (D, d) — это диаметр цилиндра, описанного вокруг впадин внутренней резьбы (D). либо вершин наружной (d);
• средний диаметр (D2, d2) — это диаметр цилиндра, образующая которого пересекает профиль резьбы так, что ее отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы;
• внутренний диаметр (D1, d1) — это диаметр цилиндра, который вписан во впадины наружной (d1) или вершины внутренней резьбы (D1);
• ход (Рh ) — это величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°.
Метрическая резьба
имеет шаг и основные параметрами резьбы в миллиметрах (М).
Широко применима при шаге 0,25-6,00 мм и номинальном диаметре 1 — 600 мм. Профиль представляет равносторонний треугольник с вершиной 60°, теоретическая высота профиля Н равняется 0,866025404Р.
Дюймовая резьба
Параметры дюймовой резьбы выражаются в дюймах, шаг резьбы — в долях дюйма.
Резьба дюймовая основана на резьбе BSW и соответствует резьбе BSP и имеет значения шагов 11,14, 19 и 28 ниток на дюйм. Угол профиля при вершине 55°, c теоретической высотой профиля Н равной 0,960491Р.
UTS — условно-дюймовая резьба, применяется на северо-американском континенте. Угол при вершине 60°, c теоретической высотой профиля H равной 0,866025P.
Определение размера резьбы
Резьба на трубных соединениях определяется замером посредством штангенциркуля основных параметров и сравнением полученных данных с таблицей резьбы.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
Д о = Д м х 0,8, где:
Д о – это диаметр отверстия, которое надо выполнить с помощью сверла,
Д м – диаметр метчика, которым будет обрабатываться просверленный элемент.
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
ОПРЕДЕЛЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ МЕТРИЧЕСКОЙ РЕЗЬБЫ ДЛЯ МАТЕРИАЛОВ ПОВЫШЕННОЙ ВЯЗКОСТИ
1. Общие положения
1.1. Под материалами повышенной вязкости понимаются материалы, у которых из-за повышенных упругих деформаций и пластических свойств наблюдается значительный подъем витка (вспучивание).
1.2. К группе материалов повышенной вязкости относятся: сплавы магния по ГОСТ 804-93 ;
1.3. В табл. 1 приведены коэффициенты подъема витка для некоторых видов труднообрабатываемых материалов повышенной вязкости.
2. Расчет диаметра отверстия
2.1. Диаметр отверстия под нарезанием резьбы рассчитывается но формулам (1). (4).
2.2. Номинальный (наименьший) диаметр отверстия d tuui определяют по фор
где /), – номинальный внутренний диаметр резьбы гайки, мм;
EI – нижнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 . мм:
А – величина подъема витка, определяемая по табл. 1. При расчете диаметров отверстий для группы материалов в формулу подставляют наибольшее значение величины подъема витка для данного шага резьбы.
2.3. Наибольший диаметр отверстия определяют по формулам:
а) для конкретного материала
мнив = А + (EI + Гщ) -у,
где Е1+Т 0| – верхнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 , мм;
А – величина подъема витка, определяемая по табл. 1;
Чтобы узнать какой диаметр отверстия необходим для внутренней резьбы М6, можно воспользоваться специальными таблицами. А можно запомнить простую формулу, чтобы узнать, какое сверло нужно взять под ту или иную внутреннюю резьбу:
Виды резьбы
Как уже отмечалось, все виды стыков этого класса стандартизированы. Например, ГОСТ 24705-2004 определяет размеры метрического профиля, в частности, угол в основании, шаг и пр. Всего к метрическому виду относят порядка 15 отечественных и иностранных стандартов.
Существует так же и классификация стыков этого типа. Ее выполняют на основании ее геометрических размеров, расположению на изделии и количеству заходов, или исходя ее практического использования.
Ниже приведен перечень, в котором указаны типы конструкций разъемных соединений и их обозначения:
- метрическая (M);
- метрическая коническая (MK);
- цилиндрическая (MJ);
- трубная цилиндрическая (G);
- трубная коническая (R);
- круглая для санитарно-технической арматуры (Кр);
- трапецеидальная (Tr);
- упорная (S);
- упорная усиленная (S45°);
- эдисона круглая (E);
- метрическая (EG-M);
- дюймовая цилиндрическая (UTS: UNC, UNF, UNEF, 8UN, UNS);
- дюймовая (BSW);
- дюймовая коническая (NPT);
- нефтяной сортамент.
Трубная дюймовая резьба
Все эти конструктивные элементы используются во всех отраслях промышленности, начиная от авиационной и закачивая пищевой.
Виды дюймовых резьб
Резьба для труб создается при применении специального инструмента. Рассматривая виды дюймовых резьб отметим две основные разновидности:
- Дюймовая цилиндрическая резьба UNF получила весьма широкое распространение, так как нарезается на цилиндрической поверхности и обладает весьма высокой прочностью. Американская резьба применяется при создании самых различных конструкций, к примеру, узлов для автомобилей. Американский стандарт UNS в Европе встречается крайне редко.
- Резьба коническая дюймовая также обладает высокой прочностью и подходит для решения самых различных задач. Встречается она намного реже, но все же применяется многими производителями.
Вариант исполнения Брикса и другие разновидности могут также классифицироваться по следующим признакам:
- класс точности;
- направление нарезки;
- область применения.
Коническая резьба встречаются намного реже, но все же применяется при производстве различных деталей. Кроме этого, резьба UNC и резьба Витворта включаются практически во всех справочники.
Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
- Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).

Диаметры резьбы
Это важнейший параметр, которым определяется метрическая резьба. Некоторые сведения отражены в таблице.
| № | Вид диаметра | Обозначение | Описание |
| Наружная | |||
| 1 | наружный | D | соответствует диаметру цилиндра, который условно описывается по вершинам (выступам) |
| 2 | внутренний | D1 | это диаметр цилиндра, условно описанного вокруг впадин |
| Внутренняя | |||
| 1 | наружный | d | соответствует диаметру цилиндра, который условно описывается по впадинам |
| 2 | внутренний | d1 | это диаметр цилиндра, условно описанного вокруг вершин (выступов) |
Кроме того рассматриваемый тип крепежного соединения определяется диаметрами:
- Средний (D2 – для наружной; d2 – для внутренней) – диаметр условного цилиндра, расположенного соосно с резьбой, все образующие которого пересекаются с ее профилем так, что получающиеся при пересечении с резьбовой канавкой отрезки, равняются половине ее номинального шага.
- Номинальный – это диаметр, используемый при обозначении на чертежах, в справочных материалах и другой документации; он характеризует ее размеры. Его величина равна величине наружного диаметра.
В ГОСТ 24705-2004 приведены стандартизированные значения перечисленных диаметров.







